Изобретение относится к шинной промышленности, н в частности к оборудованию для сборки покрышек.
Известен станок для тороидальной намотки каркаса вокруг бортовых колец из обрезиненной нити корда. сЗн включает установленный на криволинейной замкнутой нанравляюшей челнок с укладочным роликом, круглую шпулю, установленную на роликовых опорах, и приводной механизм. Обрезинеиная нить корда образует любое число двойных слоев каркаса, расноложенных по противоиоложным сторонам сечения бортовых колец. Придавая кольцам синхронное врац;ательное движение в период намотки, можно получить любой угол укладки нитей в слоях, в том числе и расположение этих нитей, близкое к радиальному. Известный станок обеспечивает механизированное получение каркаса с любым числом двойных слоев и монолитным включением бортовых колец.
Иедостаток известного станка для тороидальной намотки некруглых в сечении тороидальных сердечников заключается в том, что он исключает получение постоянного натяжения наматываемой нити, без чего невозможна изготовление равнопрочного каркаса покрышек.
позволяет обеспечить постоянство или заданное изменение иатяжеипя наматываемой нити за счет придания челноку необходимой криволинейной формы, например эллппсообразпой, выполнения его в виде гибкого кольца н установки аксиально со шпулей.
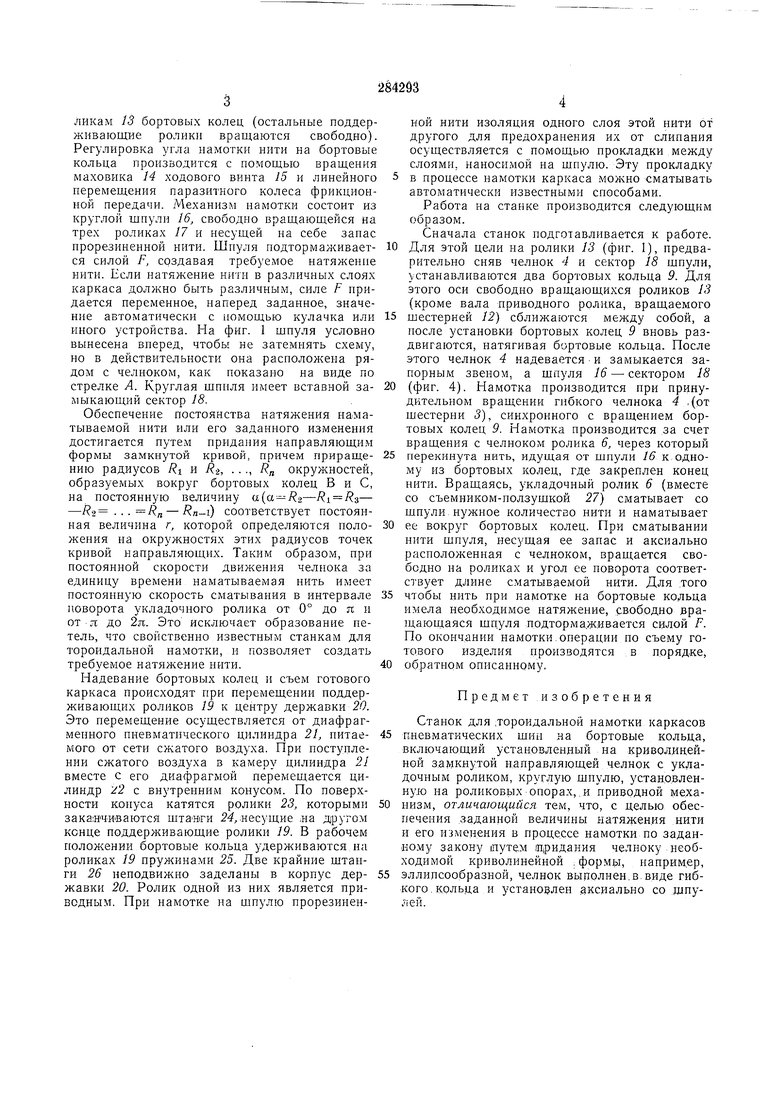
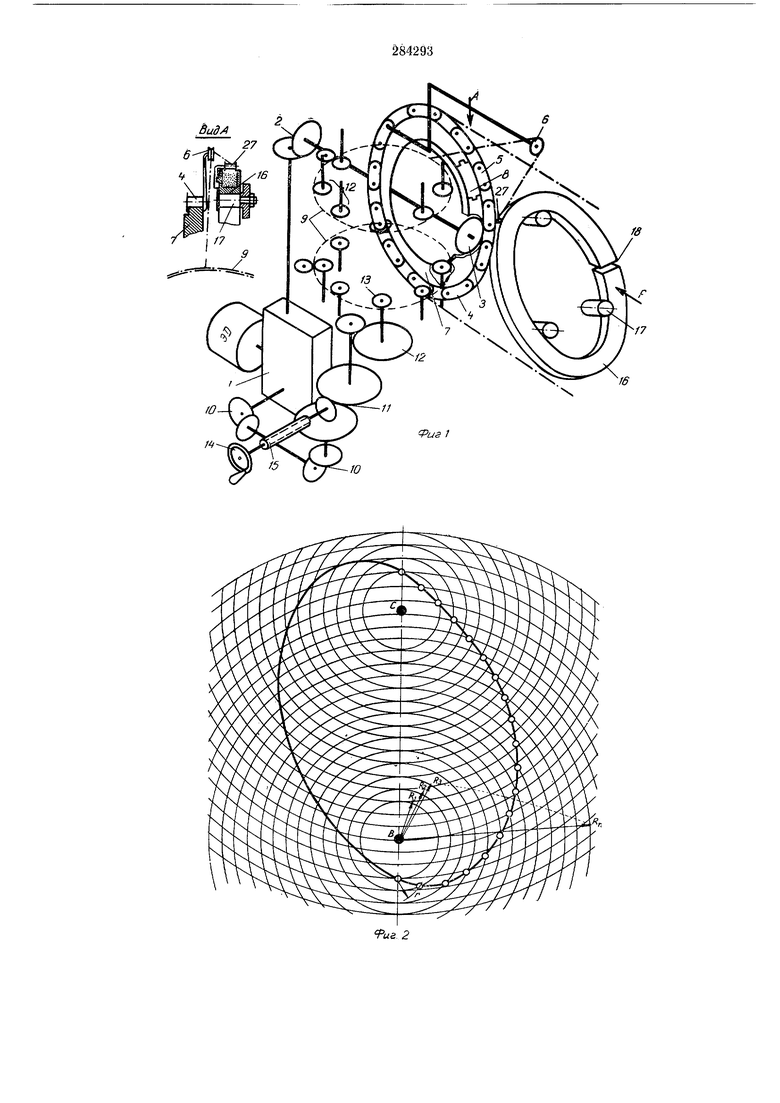
На фпг. 1 дана схема станка и вид по стрелке Л; на фиг. 2 - схема построения траектории укладочного ролика; на фиг. 3 -
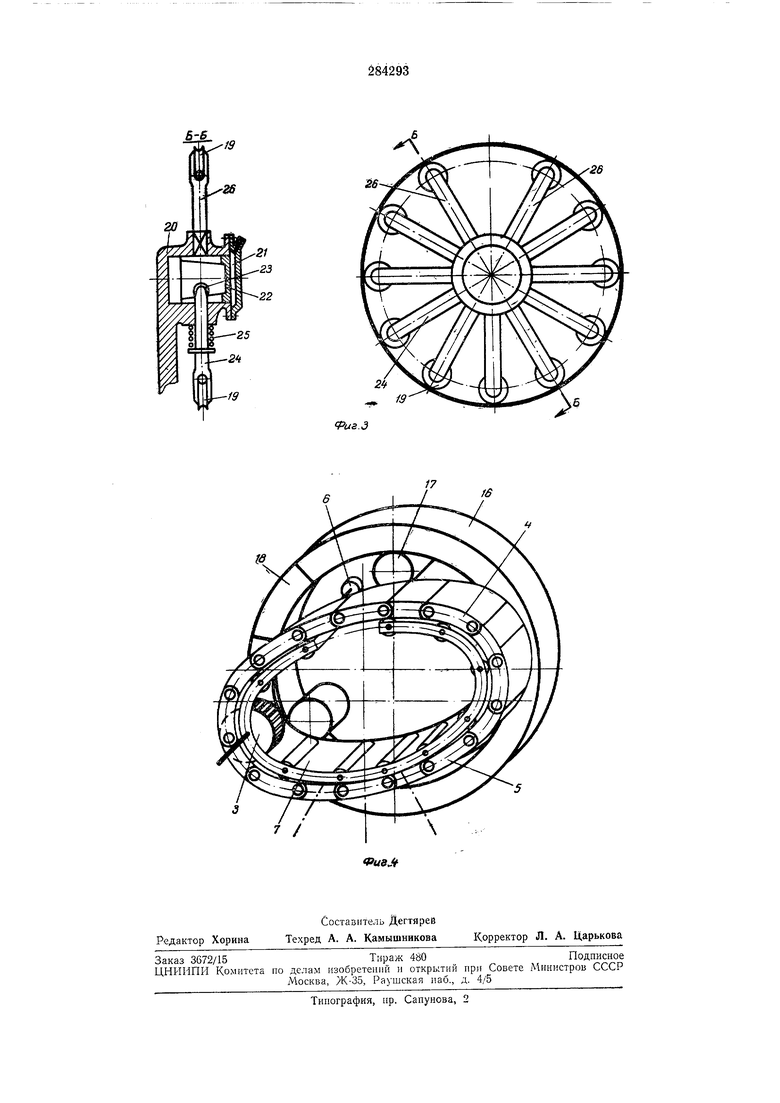
схема привода съема п надевания бортовых колец; на фиг. 4 - расположение челнока с укладочным роликом.
Станок приводится в движение от электродвигателя ЭД через редуктор 1 по двум кинематическим цепям. Одна из них через пару конических шестерен 2, вал и звездочку или шестерию 3 перемешает челнок 4, выполненный в виде втулочио-ролпковой цепи или иной гибкой лепты, снабженный замком 5 и несущий укладочный ролик 6 и съемник. В любом исполненпп челнок перемещается по направляющей 7, имеющей требуемую форму и снабженной вставкой 8 для надевания и съема бортовых колец.
Вторая кинематическая цеиь обеспечивает вращение бортовых колец 9 синхронно с челноком 4. От редуктора 1 через две пары конических щестерен 10, фрикционную передачу 11 и две зубчатые пары 12 движение сообSликам 13 бортовых колец (остальные поддерживающие ролики вращаются свободно). Регулировка угла намотки нити на бортовые кольца производится с помощью вращения маховика 14 ходового винта 15 и линейного5 перемещения паразитного колеса фрикционной передачи. Механизм намотки состоит из круглой щпулн 16, свободно вращающейся на трех роликах 17 и несущей па себе запас прорезиненной нити. Шпуля подтормаживает-Ю ся силой F, создавая требуемое натяжение нити. Если натяжение нити в различных слоях каркаса должно быть различным, силе F придается переменное, наперед заданное, значение автоматически с помощью кулачка или15 иного устройства. На фиг. 1 щнуля условно вынесена виеред, чтобы не затемнять схему, но в действительности она раснолол ена рядом с челноком, как показано на виде по стрелке А. Круглая щпиля имеет вставной за-20 мыкающий сектор 18. . Обеспечение постоянства натяжения HaiMaтываемой нити или его заданного изменения достигается путем придания направляющим формы замкнутой кривой, причем прираще-25 нию радиусов Ri и Я-2, ..., „ окружностей, образуемых вокруг бортовых колец В и С, на постоянную величину 3- ... - Rn-i) соответствует постоянпая величина г, которой определяются ноло-30 жения на окружностях этих радиусов точек кривой направляющих. Таким образом, при постоянной скорости движения челнока за единицу времени наматываемая нить имеет постоянную скорость сматывания в интервале35 поворота укладочного ролика от 0° до я и от л до 2л. Это исключает образование петель, что свойственно известным станкам для тороидальной намотки, и позволяет создать требуемое натяжение нити.40 Надевание бортовых колец и съем готового каркаса происходят при перемещении поддерживающих роликов 19 к центру державки 2. Это перемещение осуществляется от диафрагменного пневматического цилиндра 21, питае-45 мого от сети сжатого воздуха. При постуцлении сжатого воздуха в камеру цилиндра 21 вместе с его диафрагмой перемещается цилиндр 22 с внутренним конусом. По поверхности конуса катятся ролики 23, которыми50 закаячИВаются 24, несущие ла другом конце поддерживающие ролики 19. В рабочем гюложении бортовые кольца удерживаются на роликах 19 пружинами 25. Две крайние штанги 26 неподвижно заделаны в корпус дер-55 жавки 20. Ролик одной из них является приводным. При намотке на щпулю прорезинен4ной нити изоляция одного слоя этой нити от другого для предохранения их от слипания осуществляется с помощью нрокладки между слоями, наносимой на шпулю. Эту прокладку в процессе намотки каркаса можно сматывать автоматически известными способами, Работа на станке производится следующим образом. Сначала станок подготавливается к работе, Для этой цели на ролики 13 (фиг. 1), предварительно сняв челнок 4 и сектор 18 щпули, устанавливаются два бортовых кольца 9. Для этого оси свободно вращающихся роликов 13 (кроме вала приводного ролика, вращаемого шестерней 12 сближаются между собой, а после установки бортовых колец 9 вновь раздвигаются, натягивая бортовые кольца. После этого челнок 4 надевается и замыкается запорным звеном, а щпуля 16 - сектором 18 (фиг. 4). Намотка производится при принудктельном вращении гибкого челнока 4 ,{от шестерни 5), синхронного с вращением бортовых колец 9. Намотка производится за счет вращения с челноком ролика 6, через который перекинута нить, идущая от шпули 16 к одному из бортовых колец, где закреплен конец нити. Вращаясь, укладочный ролик 6 (вместе со съемником-ползущкой 27) сматывает со шпули нужное количество нити и наматывает ее вокруг бортовых колец. При сматывании нити шпуля, несущая ее запас и аксиально расположенная с челноком, вращается свобедно на роликах и угол ее поворота соответствует длине сматываемой нити. Для .того чтобы нить при намотке на бортовые кольца имела необходимое натяжение, свободно вращающаяся щцуля подтормаживается силой F. По окончании намотки.операции по съему готового изделия нроизводятся в дорядке, обратном описанному. Предмет изобретения Станок для ;тороидальной намотки каркасов пневматических щин на бортовые кольца, включающий установленный на криволлцейной з.амкнутой направляющей челнок с укладочным роликом, круглую шпулю, устандвленную на роликовььх опорах,.и приводной ме.ханизм, отличающийся тем, что, с целью обеспечения .заданной величины натяжения нити и его изменения в процессе намотки по заданкому закону путем 1П|ридания челноку необходимой криволинейной . формы, наприм.ер, эллипсообразной, челнок выполнен.в, виде гибкого, кольца и установлен .аксиально со шпулей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки тороидальных сердечников | 1981 |
|
SU957289A1 |
| СТАНОК ДЛЯ ОБМОТКИ ТОРОИДАЛЬНЫХ КАРКАСОВ | 1972 |
|
SU342230A1 |
| Устройство для обмотки кольцевого сердечника длиномерным материалом | 1983 |
|
SU1175847A1 |
| Станок для тороидальной намотки статоров | 1986 |
|
SU1417053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| Станок для намотки тороидальных сердечников | 1959 |
|
SU130118A1 |
| Станок для многослойной реверсивной намотки тороидальных катушек | 1977 |
|
SU746754A1 |
| Челнок круглоткацкого станка | 1986 |
|
SU1467104A1 |
| Намоточный станок | 1981 |
|
SU995135A2 |
| СТАНОК ДЛЯ ТОРОИДАЛЬНОЙ НАМОТКИ КАТУШЕК | 1965 |
|
SU171916A1 |
I
6-1
19
19
Фиг.З
te
26
