Известен дисковый экст.рудер для переработк и полимерных материалов с установленными в рабочем зазоре подвижным и неподвижным дисками средствами для изменеиия проходного сечения рабочего зазора.
В предлагаемом дисковом экструдере средства для изменения нроходного сечения рабочего зазора :вынолнены в виде гибкой полосы, расположенной в спиральной канавке неподвижного ддаска с возможностью ее леремещения в направлении, лерлендн-кулярном торцовой поверхности последнего. Это по3|воляет интенсифицировать процесс переработки полимерных материалов.
Кроме того, для упрощения изготовления полоса состоит 1из овдельных частей, изогнутых по окруж.ности и соединенных между сабой средствам и для их перемещения.
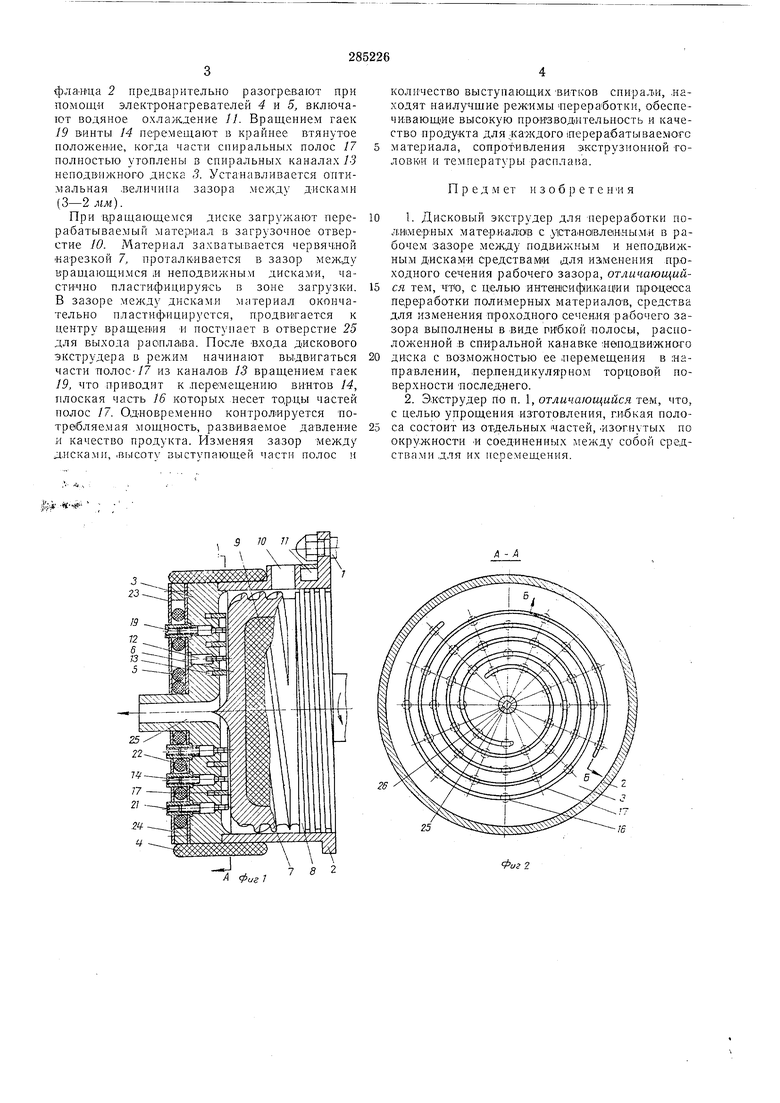
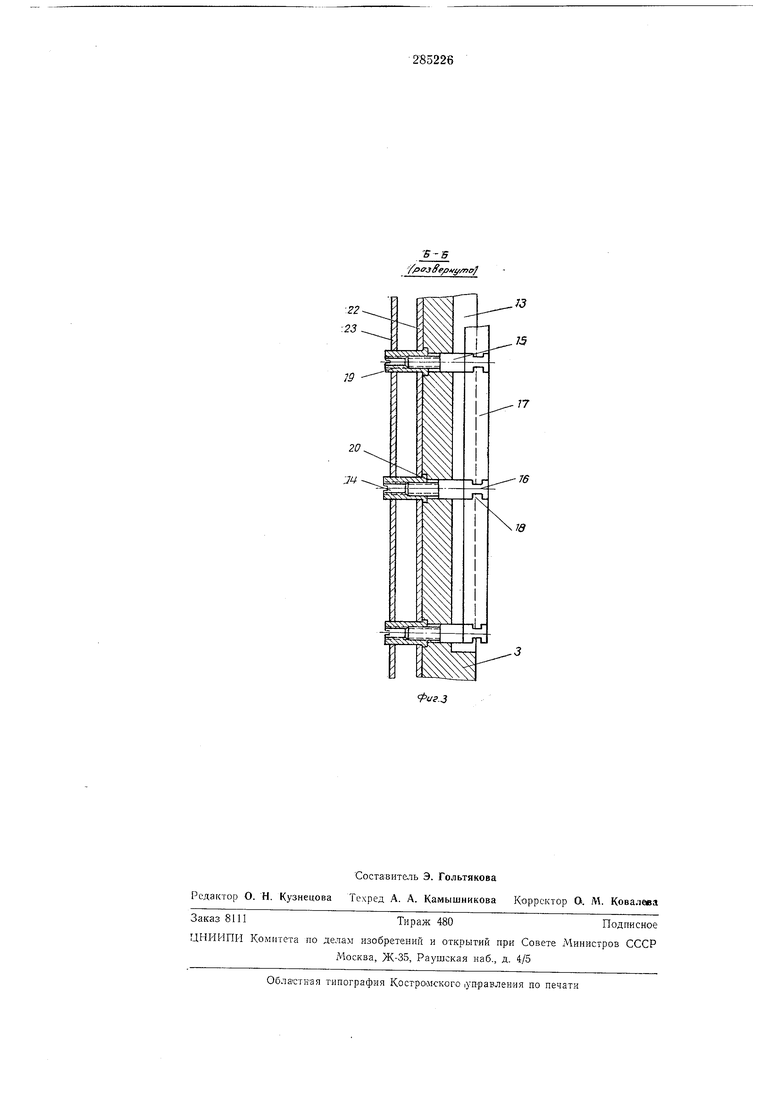
На фиг. 1 изображен дисковый экструдер, продольный разрез; на фнг. 2 - разрез но Л-А на ,фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2 в развернутом виде.
Дисковый экстрздер -снабжен головкой, которая установлена на тя1гах 1 регулировки зазора, и сращающлмся диском. Головка дискового экструдера состоит из -фланца 2 с яеподви1жным диркам 3 -и эле1К1Трона1Гр|е1вателей 4 VI 5. Вращающийся диск экструдера имеет дискювую часть 6, 1мнОГ,озаходну1Ю ви1Н1тав1ую «аредыу 7 в зоне литания, н.арез|Ку 8 с малым
шагом в зоне уплотнения рабочей полости и те1ПЛ1авую изоляцию 9. В верхней части флащца 2 расположено загрузочное отверстие 10 с водяным охлаждением //. Неподвижный диск
3 имеет тлухие цилиндрические отверстия 12 и спиральные каналы 13. В отверстиях 12 находятся винты .14 с цилиндрическими участками 15 и ллоской головкой 16. В спиральных каналах 13 уложены части полос 17, изогнутых по окружиостям уменьшающихся диаметров. Эти части имеют па торцах выступы 18, гзходящ;ие во впадины на илоской головке 16, которая ламещается в спиральном .кан-але 13. Винты 14 находятся в зацеплении с гайками
19, имеющими кольцевые выступы 20 и вырезы 21 для отвертки. Выстуны 20 расположены .между Неподвижным диском 3 и шайбой 22. Электронагреватели 5 пом-ещены между щайбами 22 и 23 и гайками 19. Кольцо 24 служит
для крепления шайбы 23. В центре неподвижного диска 3 находится отверстие 25 для выхода расплава. В процессе фрезерования спирали верщины квадратов 2€ являются поочередно технологическими центра ми окружностей, образующ:их спиральные каналы. Квадраты 26 смещены относительно друг друга для равномерного размещения винтов 14.
фла«ца 2 предварительно разогревают при помощи электронагревателей , включают водяное охлаждение 11. Вращением гаек 19 вииты 14 перемещают в крайнее втянутое положен1ие, когда части спиральных полос 17 полностью утоплены в спиральных каналах 13 неподвижного диска 3. Устанавливается оптимальная .величипа зазора между дисками (3-2.1ш).
При в,ращающемся диске загружают перерабатываемый матер1иал в загрузочное отверстие 10. Материал захватывается червячиой «арезкой 7, проталкивается в зазор между враидающимся и неподвижным дисками, части чно пластифицируясь в зоне загрузки. В зазоре между дисками материал окончательно пластифицируется, продвигается к центру вращения « поступает в отверстие 25 для выхода раопла|Ва. После входа дискового экструдера в режим начинают выдВИгаться части полос-/7 из каналов 13 вращением гаек 19, что приводит к лере-мещению ви-нтов 14, плоская часть 16 которых несет торцы частей полос 17. ОДНовременно контролируется потребляемая моп ность, развиваемое давление J-1 качество продукта. Изменяя зазор между дисками, .высоту выступающей части полос и
количество выступающихБИТКОВ спирален, .находят наилучщие режимы переработки, обеспечигвающИе высокую праизводительпость и качество продукта для .каждого (Перерабатываемого материала, сопротивления зкструзионной головюи и температуры расплава.
П р е д м ет и з о б р е т е н и я
1.Дисковый экструдер для переработки поди1мер ных матер.и.алов с ,у ста1Н01влвН;НЬ М:и в рабочем зазоре между подвижным и неподвижным дисками средствами для иЗ|Меиения пр.оходного сечения рабочего зазора, отличающийся тем, чте, с целью интенсификации процесса переработки полимерных материалов, средства для изменения проходного сеченля рабочего зазора выполнены в виде гибкой полосы, расположеииой .в спиральной ка.навке неподвижного диска с возможпостыо ее перемещения в направлении, пер.пендикулярном торговой поверхности посл.еднего.
2.Экструдер по п. 1, отличающийся тем, что, с целью упрощения изготовления, гибкая полоса состоит И.З отдельных частей, .изогнутых по окружности и соединенных между собой средствами.для их перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1073117A2 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU704812A1 |
| ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПОЛИЛ1ЕРНЫХМАТЕРИАЛОВ | 1971 |
|
SU288993A1 |
| Дисковый экструдер для переработки полимерных материалов | 1979 |
|
SU789280A2 |
| Дисковый экструдер для переработки полимерных материалов | 1976 |
|
SU579162A1 |
| Экструдер | 1982 |
|
SU994282A1 |
| Дисковый экструдер для переработки полимерных материалов | 1981 |
|
SU973386A1 |
| ДИСКОВЫЙ ЭКСТРУДЕР для ПОЛУЧЕНИЯ полых ИЗДЕЛИЙ из ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU287289A1 |
| Дисковый экструдер для переработки полимерных материалов | 1980 |
|
SU939266A1 |
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1171347A2 |
i;;# ;
W п
А -А
25
IS
Фиг 2
/pojSe/tvy/noJ
