1
Изобретение относится к полимерному машиностроению и предназначено для использования при переработке .многокомпонентных композиций на основе полимерных материалов в особенности, когда в целях повышения качества получаемых изделий к распла ву предъявляются требования высокой степени диспергирования, гомогенизации и качества смешения.
Известен дисковый экструдер, содержащий неподвижный корпус с загрузочной горловиной и экструзион- . ным отверстием и концентрично установленные в корпусе полый вращающийся диск с проходными окнами для расплава, образующий своей наружной торцовой поверхностью с внутренней поверхностью корпуса первый рабочий зазор, и цилиндрический элемент, смонтированный в полости вращающегося диска и образующий с ним второй рабочий зазор 1 ,
Недостатками известного дискового экструдера являются низкая степень диспергирования, гомогенизации и качества смешения расплава, особенно при переработке многокомпонентных композиций; необходимость переустановки регулировочного кольца, которое распределяет полурасплав между зазорами, при подборе оптимального режима работы каждого рабочего зазора , что связано с разборкой, чисткой и сборкой экструдера и приводит к значительной потере времени.
Наиболее близким по технической
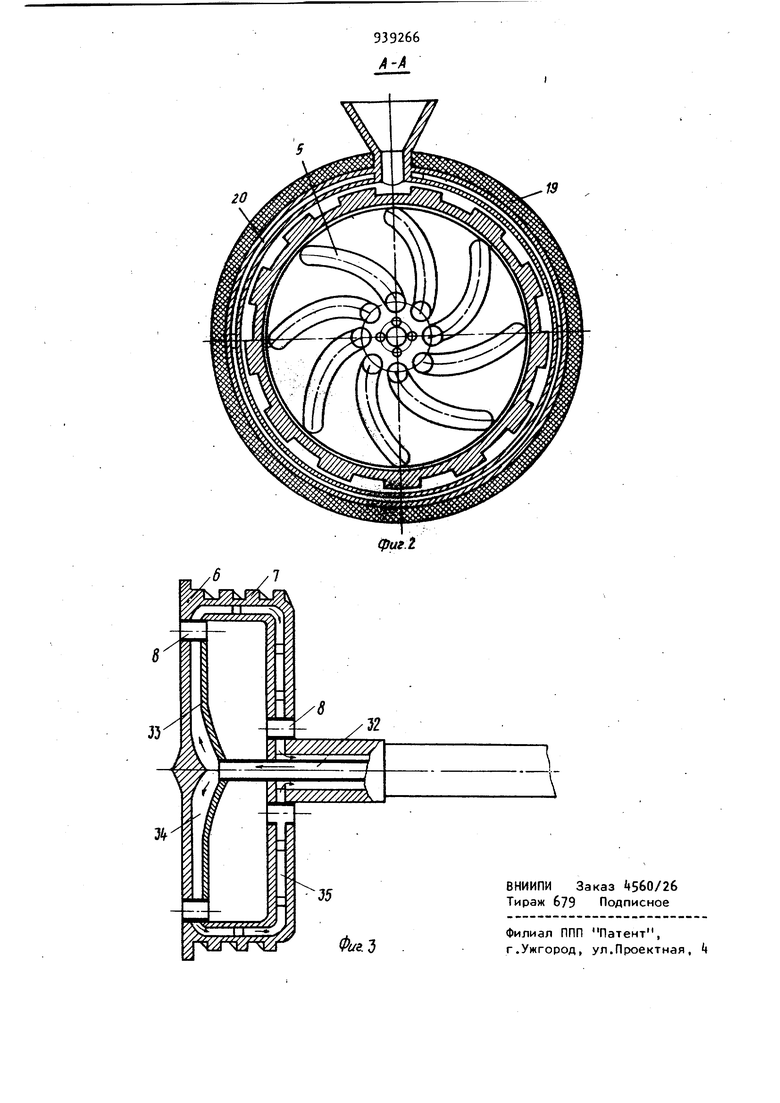
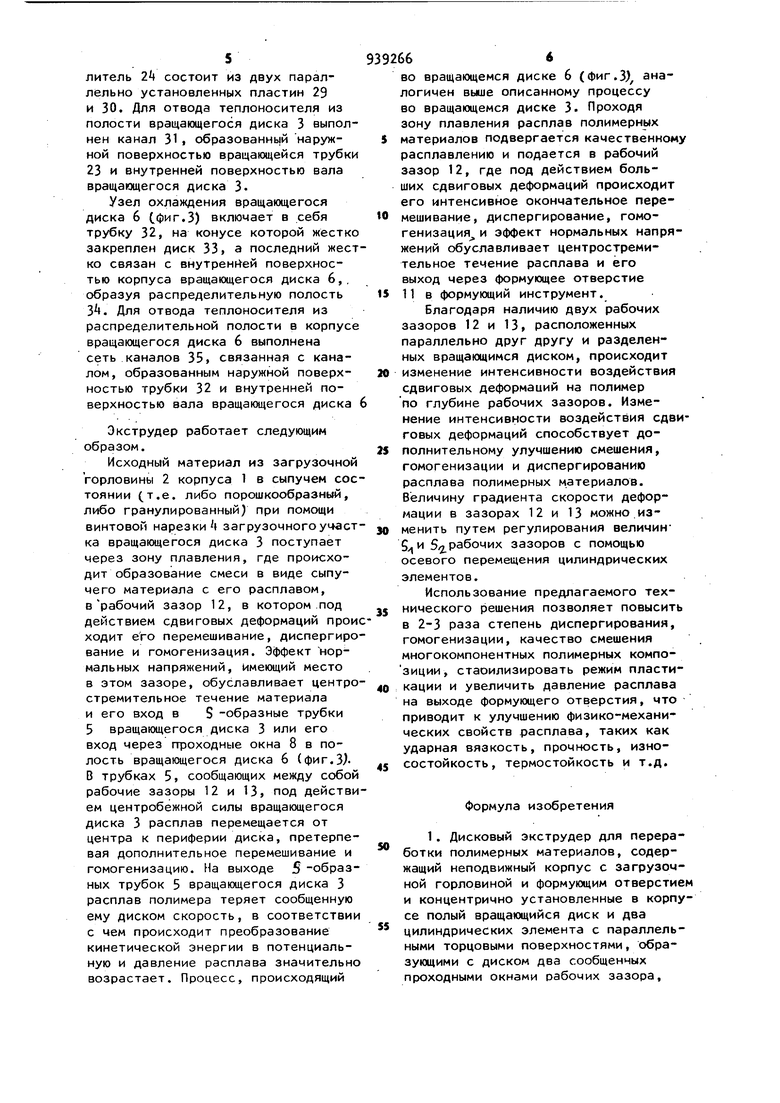
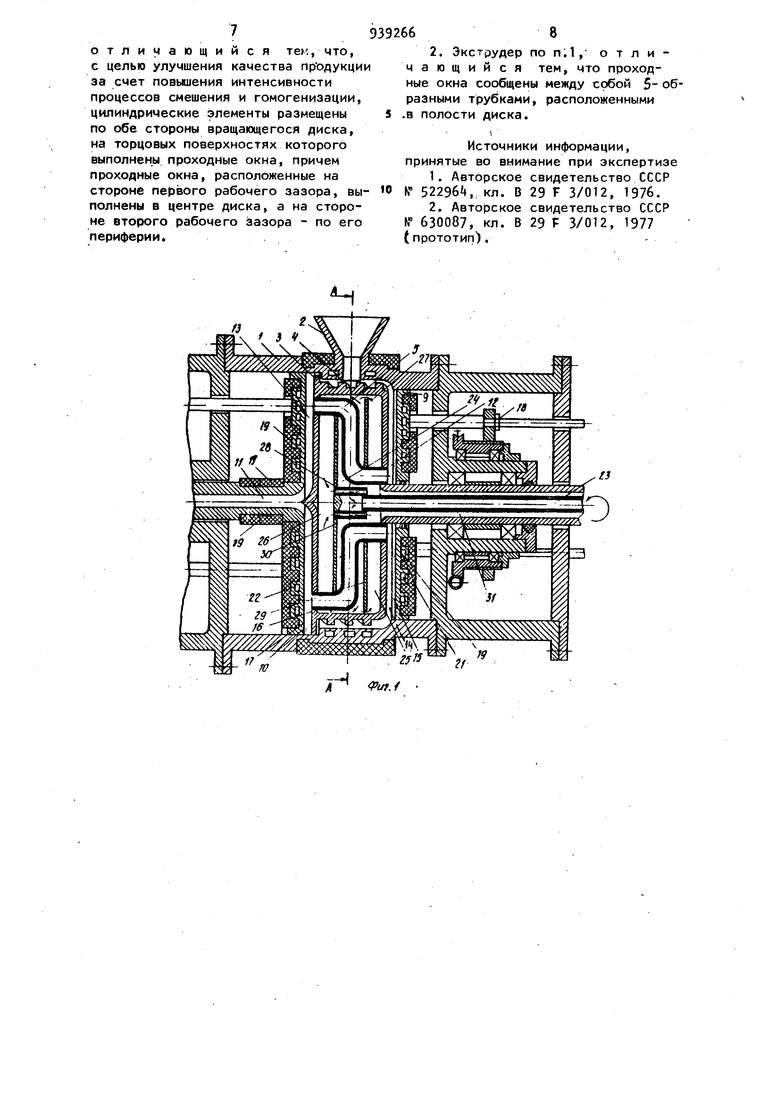
сущности и достигаемому результату является дисковый экструдер для переработки полимерных материалов, содержащий неподвижный корпус с 3ai- рузочной горловиной и формующим . отверстием и концентрично установленные в корпусе полый вращающийся диск и два цилиндрических элемента с параллельными торцовыми поверх3ностями, образующими с диском два соо (ценных проходными окнаГми рабочих зазора С2 . Недостатками известного дисковог экструдера являются низкое давление расплава на выходе экструзионного формующего отверстия, обуслов ленное тем, что расплав, пройдя пер вый рабочий зазор.сталкивается с гидравлическим сопротивлением поток создаваемым центробежными силами вращающегося цилиндрического элемен та и достигает значительной величины, что снижает развиваемое экструдером давление перед формующим отверстием; низкая степень диспергиро вания, гомогенизации и смещения, обусловленная кратковременностью пребывания расплава из полимерных композиций в зоне сдвиговых деформа ций; недостаточно стабилизирован процесс пластикации, обусловленньй невозможностью регулировки температурного режима в потоках расплава Цель изобретения - улучшение качества продукции за счет повышения интенсивности процессов смешения и гомогенизации. Указанная цель достигается тем, что в дисковом экструдере для перер ботки полимерных материалов, содержащем неподвижный корпус с загрузоч ной горловиной и формующим отверстием и концентрично установленные в корпусе полый вращающийся диск и два цилиндрических элемента с параллельными торцовыми поверхностями образующими с диском два сообщенных проходными окнами рабочих зазора, цилиндрические элементы размещены по обе стороны вращающегося диска, на торцовых поверхностях которого выполнены проходные окна, причем проходные окна, расположенные на стороне первого рабочего зазора, выполнены в центре диска, а на стороне второго рабочего зазора - по е периферии. Кроме того, проходные окна сообщены между собой 5-образными трубками, расположенными в полости диск На фиг.1 показан продольный разрез дискового экструдера, причем сечение S-образных трубок условно выполнено по их центральной оси; на фиг.2 - разрез А-А на фиг.1, на фиг.З - вариант выполнения полого вращающегося диска. 66 Дисковый экструдер содержит корпус 1 с загрузочной горловиной 2, полый вращающийся диск 3 с винтовой нарезкой k на его загрузочном участке и $-образными трубками 5, (фиг,1 и 2), или согласно варианту исполнения содержит полый вращающийся диск 6 Сфиг.З с винтовой нарезкой 7 и проходными окнами 8 для расплава полимера, цилиндрический элемент 9 и цилиндрический элемент 10 с формующим отверстием 11, установленные с возможностью осевого перемещения. Экструдер имеет два рабочих зазора 12 и 13, причем рабочий зазор 12 образован торцовой поверхностью 1А вращающегося диска 3 и торцовой поверхностью 15 цилиндрического элемента 9, а рабочий зазор 13 образован торцовой поверхностью 1Ь вращающегося диска 3 и торцовой поверхностью 17 цилиндрического элемента 10. Регулирование величины 5-f рабочего зазора 12 осущест ляется осевым перемещением цилиндрического элемента 9 механизмом регулирования зазора 18, а величины 5.J. рабочего зазора 13 - цилиндрического элемента 10 (механизм регулирования зазора на фиг.1 не показан. Число S-образных трубок 5 Сфиг.5) определяется из условия получения достаточной величины их поперечного сечения при наименьшем стеснении потока расплава полимерных материалов на входе. Кривизна трубок постепенно выравнивается к выходу И13 вращающегося диска 3. Тепловой обеспечивается стартовыми электронагревателями 19, размещенными на цилиндрической наружной поверхности корпуса 1 и на торцовых наружных поверхностях цилиндрических элементов 9 и 10. Кроме того, подается теплоноситель в каналы 20 корпуса 1, в каналы 21 цилиндрического элемента 9, в каналы 22 цилиндрического элемента 10 и в смонтированную по оси вращающегося диска 3 трубку 23. Узел охлаждения вращающегося диска 3 включает в себя трубку 23, вращающуюся с диском 3, на конусе которой жестко закреплен распределитель 2k, разделяющий полость диска на две зоны 25 и 2б, сообщающихся каналами 27 по периферии, а у оси вращения каналами 28. Распределитель 2 состоит из двух параллельно установленных пластин 29 и 30. Для отвода теплоносителя из полости вращающегося диска 3 выпол нен канал 31, образованный наружной поверхностью вращающейся трубк 23 и внутренней поверхностью вала вращающегося диска 3. Узел охлаждения вращающегося диска 6 Сфиг.З) включает в себя трубку 32, на конусе которой жестк закреплен диск 33 а последний жес ко связан с внутрен(ей поверхностью корпуса вращающегося диска 6,, образуя распределительную полость З. Для отвода теплоносителя из распределительной полости в корпус вращающегося диска 6 выполнена сеть каналов 35, связанная с каналом , образованным наружной поверхностью трубки 32 и внутренней поверхностью вала вращающегося диска Экструдер работает следующим образом. Исходный материал из загрузочной горловины 2 корпуса 1 в сыпучем сос тоянии (т.е. либо порошкообразный, либо гранулированный) при помощи винтовой нарезки загрузочного участ ка вращающегося диска 3 поступает через зону плавления, где происходит образование смеси в виде сыпучего материала с его расплавом, врабочий зазор 12, в котором .под действием сдвиговых деформаций прои ходит его перемешивание, диспергиро вание и гомогенизация. Эффект нормальных напряжений, имеющий место в этом зазоре, обуславливает центро стремительное течение материала и его вход в S -образные трубки 5 вращающегося диска 3 или его вход через проходные окна 8 в полость вращающегося диска 6 (фиг.З). В трубках 5, сообщающих между собой рабочие зазоры 12 и 13, под действи ем центробежной силы вращающегося диска 3 расплав перемещается от центра к периферии диска, претерпевая дополнительное перемешивание и гомогенизацию. На выходе S -образ ных трубок 5 вращающегося диска 3 расплав полимера теряет сообщенную ему диском скорость, в соответствии с чем происходит преобразование кинетической энергии в потенциальную и давление расплава значительно возрастает. Процесс, происходящий 66 ВО вращающемся диске 6 (фиг.З), аналогичен выше описанному процессу во вращающемся диске 3. Проходя зону плавления расплав полимерных материалов подвергается качественному расплавлению и подается в рабочий зазор 12, где под действием больших сдвиговых деформаций происходит его интенсивное окончательное перемешивание, диспергирование, гомогенизация и эффект нормальных напряжений обуславливает центростремительное течение расплава и его выход через формующее отверстие 11 в формующий инструмент. Благодаря наличию двух рабочих зазоров 12 и 13, расположенных параллельно друг другу и разделенных вращающимся диском, происходит изменение интенсивности воздействия сдвиговых деформаций на полимер по глубине рабочих зазоров. Изменение интенсивности воздействия сдвиговых деформаций способствует дополнительному улучшению смешения, гомогенизации и диспергированию расплава полимерных материалов. Величину градиента скорости деформации в зазорах 12 и 13 можно изменить путем регулирования величин5 и 5 рабочих зазоров с помощью осевого перемещения цилиндрических элементов. Использование предлагаемого технического решения позволяет повысить в 2-3 раза степень диспергирования, гомогенизации, качество смешения многокомпонентных полимерных композиции, стаоилизировать режим пластикации и увеличить давление расплава на выходе формующего отверстия, что приводит к улучшению физико-механических свойств расплава, таких как ударная вязкость, прочность, износостойкость, термостойкость и т.д. Формула изобретения 1. Дисковый Экструдер для переработки полимерных материалов, содержащий неподвижный корпус с загрузочной горловиной и формующим отверстием и концентрично установленные в корпусе полый вращающийся диск и два цилиндрических элемента с параллельными торцовыми поверхностями, образующими с диском два сообщенных проходными окнами рабочих зазора.
отличающийся теь., что, с целью улучшения качества продукции за счет повышения интенсивности процессов смешения и гомогенизации, цилиндрические элементы размещены по обе стороны вращающегося диска, на торцовых поверхностях которого выполнены проходные окна, причем проходные окна, расположенные на стороне первого рабочего зазора, выполнены в центре диска, а на стороне второго рабочего зазора - по его периферии.
2. Экструдер по п.1, отличающийся тем, что проходные окна сообщены между собой 5 образными трубками, расположенными .в полости диска.
1
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 52296, кл. В 29 F 3/012, 1976.
2.Авторское свидетельство СССР № 630087, кл. В 29 Р 3/012, 1977
(прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый экструдер для переработки полимерных материалов | 1979 |
|
SU789280A2 |
| Дисковый экструдер для переработки полимерных материалов | 1982 |
|
SU1065233A2 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU630087A1 |
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1073117A2 |
| Дисковый экструдер для термопластов | 1974 |
|
SU497157A1 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU704812A1 |
| Червячно-дисковый экструдер для переработки полимерных материалов | 1976 |
|
SU582984A1 |
| Червячно-дисковый экструдер для переработки полимерных материалов | 1981 |
|
SU1014742A1 |
| Червячно-дисковый экструдер | 1979 |
|
SU852611A1 |
| Дисковый экструдер | 1980 |
|
SU937203A1 |