Известен способ профилирования абрааивных кругов зубошлифовального полуавтомата и других подобных Инструментов, например червя.ков, с помощью накатникюв, имеющих ваз1ара;т1но-:н101С|Т1у1пателыное, вращательное д вижение вокруг своей оси и радиальную подачу на врезание. При таком способе профил|Ирования абразивный червяк, вращаясь, вращает металлический накатник. В результате абразивный червяк приобретает в осевом сечении профиль, идентичный профилю накатника. При таком методе профилирования для каждого типоразмера шлифуемых зубчатых колес во всем диапазоне размеров каждый станок должен комплектоваться большим числом накатников. Повышение режимов профилирования приводит к резкому снижению стойкости накатников. В ряде конструкций станков с абразивным червяком после накатника для окончательного профилирования применяют алмазные резцы, изготавливаемые из дефицитного алмазного сырья. При больших подачах происходит преждевременный износ резцов. Стойкость алмазных резцов между переточками зависит от качества предварительного профилирования абрази1вных червяков металличеСКИ1МИ накатниками.
Предлагаемый способ отличается тем, что профилирование абразивных червяков нроизводят инструментом в виде тела вращения,
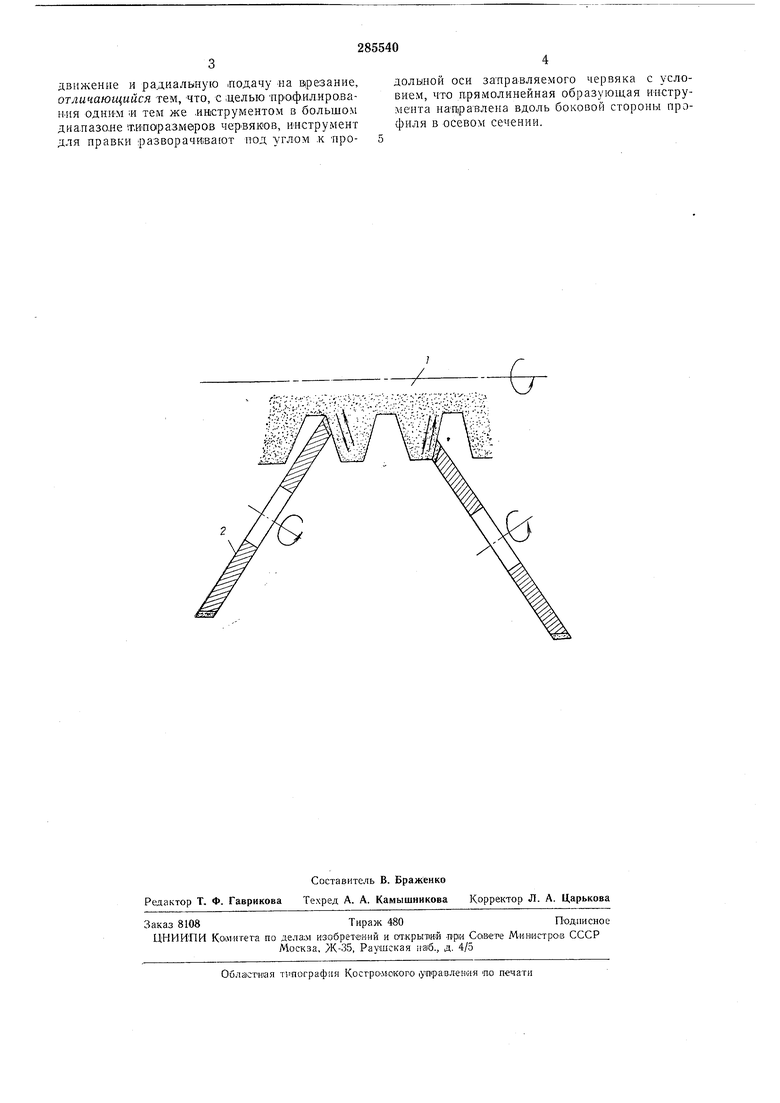
ось которого устанавливают иод угло.м у продольной оси абразивного червяка с условием, что прямолинейная образующая инструмента направлена вдоль боковой стороны профиля в осевом сечении. Это позволяет одним и тем же инструментом профилировать абразивные червяки, предназначенные для шлифования зубчатых колес в большом диапазоне модулей с различными углами заценления, и
повышает производительность процесса. Чертеж поясняет предлагаемый anoiCiOi6. Для профилирования червяка J рабочую поверхность .инструмента 2 приводят iB соприкосновение с боковой лаверхностью червяка. При
этом образующую инструмента совмещают с поверхностью червяка в сечении, перпендикулярном наиравлению винтовой червяка. Если образующая рабочей поверхности инструмента меньше высоты в.итка, то инструменту
сообщают возвратно-поступательное движение вдоль профиля червяка.
При этом способе профилирования, не снимая инструмента со станка, . сделать более 250000 проходов.
Пред М е т изо б р е т е н и я
Способ прав.ки абразивных червяков при зудвижение и радиальную лодачу «а врезание, отличающийся тем, что, с щелью проф.ил.иро.ваЦ.МЯ ОДНИМ и тем же .инструментом в большом диалазо,не типоразмеров чер-вяиов, инструмент для правки разворачивают под углом .к продольной оси заправляемого червяка с условием, что прямолинейная образующая инструмента наПравлена вдоль боковой стороны профиля в осевом сечении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| В ПТБ | 1973 |
|
SU407672A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| Червячная фреза | 1979 |
|
SU814610A1 |
| Способ изготовления обкаточного инструмента | 1980 |
|
SU986658A1 |