Изобретение относится к деревообрабатывающей промышленности.
Известна установка для формования н прессования изделий из шпона, например, шлюпок, состояш,ая из кар.каса, болванов, крышки, закрепленной по ее периметру эластичной .пресс-камерой, запорного устройства, вакуум-насоса, соединенного с полостью между крышкой и пресс-камерой.
Иедостатками известных установок является низкое качество наружной поверхности изделий, контакт рабочих с вредными парами, например, фенола, выделяющимися из водостойких клеев, например ВИАМ-БЗ, необходимость шлифования наружной поверхности изделий иосле прессования, необходимость в окрасочных и сушильных камерах.
Для повышения качества наружной поверхности изделий, у шньшения контакта рабочих с вредными нарами клея предлагается установка, которая имеет установленный на каркасе винтовой подъемно-поворотный механизм, на траверсе которого закреплены болваны, снабженные закрепленными по их периметру эластичными пресс-камерами; устройство для пропитки, включающее крышку с уплотнителями, соединенную с винтовым подъемным механизмом, смонтированным на каркасе, эластичную пресс-камеру, закрепленную по периметру крышки, причем полость между
крышкой и пресс-камерой соединена с воздушным дозатором, а полость между пресс-камерой и одним из болванов в его верхнем положении соединена с расходным баком; каретку, установленную на рельсах каркаса и имеющую смывающее устройство с системой подачи и слива ж дкости; ряд матриц, установленных на рельсовых путях между опорами каркаса.
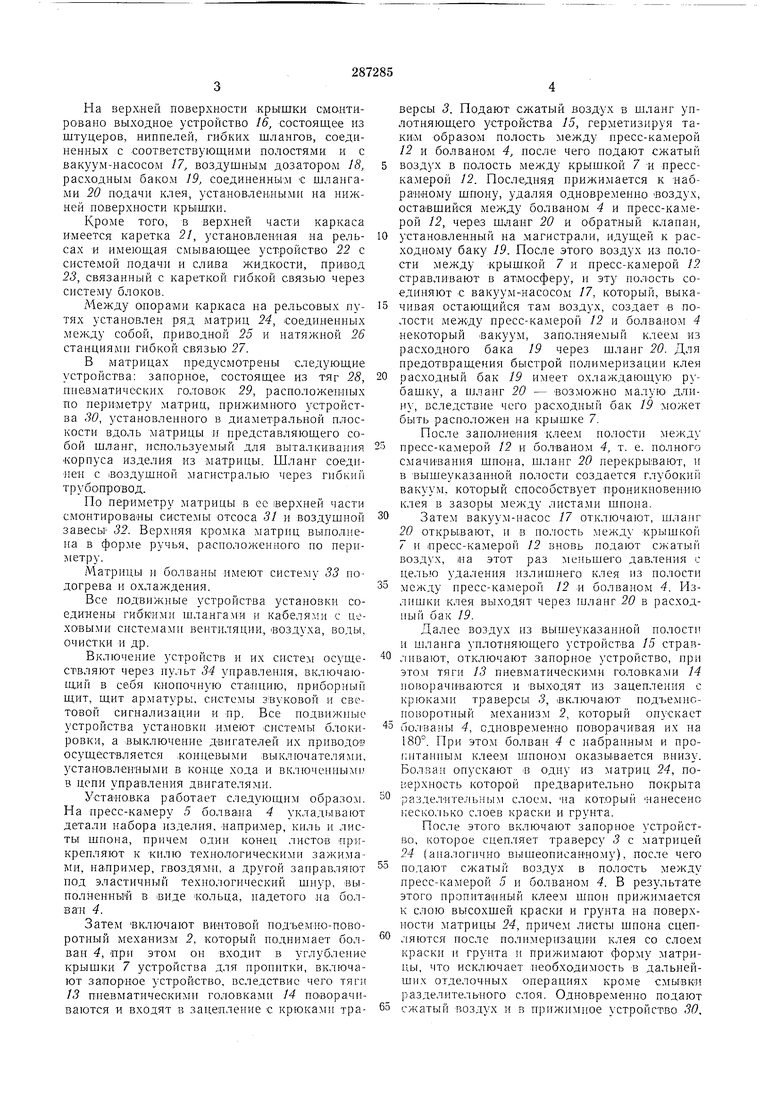
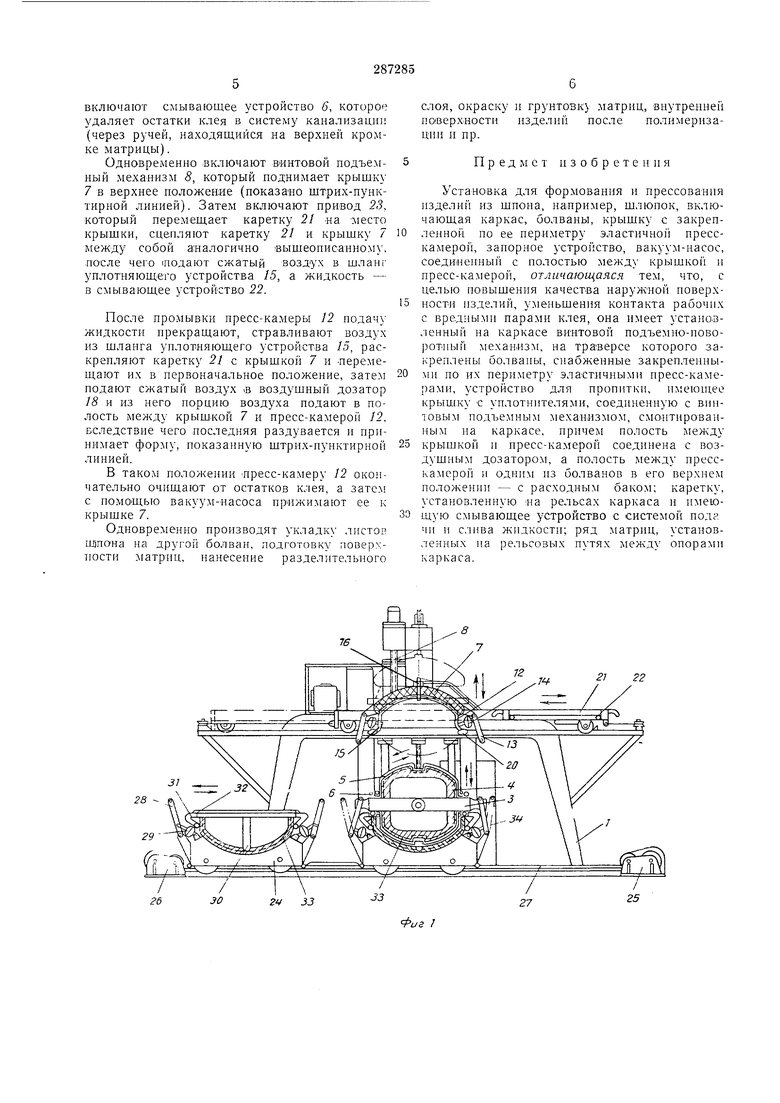
На фиг. 1 показана предлагаемая установка, продольный разрез; на фиг. 2 - то же, план; на фиг. 3 - то же, боковой вид без привода.
На каркасе / установлен винтовой подъем1ю-поворотный механизм 2, на траверсе 3 которого закреплены болваны 4 с эластичными пресс-камерамп 5 по их периметру и смывающим устройством 6, выполненным в виде кольцевой трубы с отверстиями.
В верхней части каркаса смонтированы устройство для нроиптки, имеющее крыщку 7 с винтовым подъемным механизмом 8, систему блоков 9, иротивовесьг 10, связанные тросом // через блоки с крышкой, эластичную пресс-камеру 12, закрепленную по периметру крышки; запорное устройство, состоящее из тяг 13, пневматических головок 14, расположенных по периметру крышки, уплотм51ющега устройства 15, выполненного в виде шланга, 0 расположенного по нериметру крышки.
На верхней поверхности .крышки смолтировано выходное устройетво 16, состоящее из штуцеров, ниппелей, гибких шлангов, соединенных с соответствуюш,ими полостями и с вакуум-насосом 17, воздушным дозатором 18, расходным баком 19, соединенным € шлангами 20 подачн клея, уста.новленным И на нижней пО;Верхности кры1шкн.
Кроме того, в верхней части каркаса имеется каретка 2/, установленная на рельсах и имеюш,ая смываюш,ее устройство 22 с системой подачн и слава жидкости, привод 23, связанный с кареткой гибкой связью через систему блоков.
Между опорами каркаса на рельсовых путях установлен ряд матриц 24, -соединенных между собой, приводной 25 и натяжной 26 станциями гибкой связью 27.
В матрицах предусмотрены следующие устройства: запорное, состоящее из тяг 28, пневматическнх головок 29, расноложеНПых по периметру , прижи:много устройства 30, установленного в диаметральной плоскости вдоль матрицы и представляющего собой шланг, используемый для выталкивания корпуса изделия из матрицы. Шланг соединен с Воздушной магистралью через гибкий трубопровод.
По периметру матрицы в ее верхней части смонтировацы системы отсоса 31 и воздушной завесы- 32. Верхняя кромка матриц выполнена в форме ручья, расноложенного по перил етру.
Матрицы и болваны имеют систему 33 подогрева и охлаждения.
Все подвижные устройства установки соединены гибкими шлангами и кабелями с цеховыми системами вентиляции, -воздуха, воды, очистки ц др.
Включение устройств и их систем осуществляют через пульт 34 управления, включающий в себя кнопочную ста;пцию, приборный щит, щит арматуры, системы з-вуковой и световой сигнализации и пр. Все подвижные устройства установки имеют -системы блокировки, а выключение двигателей их приводор осуществляется концевыми выключателями, устаиовл-енными в конце хода и включенными в цепи управления двигателями.
Уста-но,в.ка работает следующим образом. На пресс-камеру 5 болваиа 4 укладывают детали набора изделия, наиример, киль и листы шпона, причем один конец листо-в -прикрепляют к килю техноло-гическимп зажимами, например, гвоздями, а другой заправляют под эластичный технологический шнур, выиолненный в -виде -кольца, надетого на болван 4.
Затем включают винтовой подъемно-поворотный механизм 2, который поднимает болван 4, при этом он входит в углубление крышки 7 устройства для нропитки, включают запорное устройство, вследствие чего тяги 13 пневматическими головками 14 по-ворачиваются и входят в заценление с крюками траверсы 3. Подают сжатый воздух в шланг уплотняющего устройства 15, герметизируя таки-м образом полость между пресс-камерой 12 и болваном 4, после чего подают сжатый
5 воздух в полость между крышкой 7 и нресскамерой 12. Последняя прижимается к набранному шпону, удаляя одновременно -воздух, оста1вшийся между болва-ном 4 и нресс-камерой 12, через шланг 20 и обратный клапан,
0 установленный на магистрали, идущей к расходному баку 19. После этого воздух из полости между крышкой 7 и пресс-камерой 12 стравливают в атмосферу, и эту полость соединяют -с вакуум-насосом 17, который, выка5 чнвая остающийся там воздух, создает -в полости между пресс-камерой 12 и болваном 4 некоторый -вакуум, заполняемый клеем из расходного бака 19 через шланг 20. Для предотвращения быстрой полимеризации клея
0 расходный бак 19 имеет охлаждающую рубашку, а шланг 20 - возможно малую длину, вследствие чего расходный бак 19 может быть расположен на крышке 7.
После заполне-ния клеем полости между
пресс-камерой 12 и болваном 4, т. е. полного смачивания шнона, шланг 20 нерекрывают, и в вышеуказанной полости создается глубокий вакуум, который способствует нроникновению клея в зазоры между листами шпона.
0 Затем вакуум-насос 17 отключают, шлапг 20 открывают, п в полость между крышкой 7 и пресс-камерой 2 вновь подают сжатый воздух, 1на этот раз меньшего давления с целью удаления излишнего клея из иолости
5 между пресс-камерой 12 и болваном 4. Излишки клея выходят через шланг 20 в расходный бак 19.
Далее воздух из вышеуказанной нолости и шланга унлотняюшего устройства 15 страв0 ;п1вают, отключают запорное устройство, при этом тяги 13 пневматическими головками 14 поворачи-ваются и -выходят из зацеп,1ения с крюками траверсы 3, включают подъелгноповоротный механизм 2, который опускает 45 бол-ваиы 4, одповремен-но поворачивая их иа 180°. При этом болван 4 с набранным и пропитанным клеем шиоиом оказы-вается внизу. Болван опускают -в одну из матриц 24, поверхность которой предварительно покрыта
0 |зазделительным слоем, на который нанесено песко.чько слоев краски и грунта.
После этого включают запорное устройство, которое сцепляет траверсу 3 с матрицей 24 (апалогично вышеописан-ному), после чего
5 подают сжатый воздух в полость между пресс-камерой 5 и болваном 4. В результате этого пропитанный клеем шпон прижимается к слою высохшей краски и грунта на поверхности матрицы 24, причем листы шпона сцеп;1яются после п-олимеризацп- 1 клея со слоем 5 включают смывающее устройство 6, которое удаляет остатки клея в систе1 1у канализащп (через ручей, находящийся на верхней кромке матрицы). Одновременно включают винтовой подъемный механизм 8, который поднимает крышку 7 в верхнее положение (ноказащо штрих-пунктирной линией). Затем включают привод 23, который перемеш,ает каретку 21 -на место крышки, сцепляют каретку 21 и крышку 7 между собой аналогично вышеописанному, после чего юодают сжатый воздух в шланг уплотняющего устройства 15, а жидкость - в смывающее устройство 22. После промывки пресс-камеры 12 подачу жидкости прекращают, стравливают воздух из шланга уплотняющего устройства 15, раскрепляют каретку 21 с крышкой 7 и -перемещают их в первоначальное положение, затем подают сжатый воздух в воздушный дозатор 18 и из него порцию воздуха подают в полость между крышкой 7 и пресс-камерой 12, Бследствне чего последняя раздувается п принимает форму, показанную штрих-иунктирной линией. В таком положении пресс-камеру 12 окончательно очишают от остатков клея, а затем с помощью вакуум-насоса прижимают ее к крыщке 7. Одновременно производят укладку ЛИСТОЕ Ш5пона на другой болван, подготовку поверхности матриц, нанесение разделительного 287 слоя, окраску и грунтовку матриц, внутренней паверхности изделий после полимеризации и пр. Предмет изобретения Установка для формования и прессования изделий из щпона, например, щлюпок, включающая каркас, болваны, крыщку с закрепленной по ее периметру эластичной пресскамерой, занорное устройство, вакуу.м-насос, соединенный с полостью крышкой и пресс-камерой, отличающаяся тем, что, с целью повышения качества наружной поверхности изделий, уменьшения контакта рабочих с вредными парами клея, она имеет устано-вленный на каркасе винтовой подъемно-поворотный механизм, на траверсе которого закреплены болваны, снабженные закрепленными по их периметру эластичными нресс-камерамн, устройство для пропитки, имеюи1.ее с уплотнителями, соединенную с винтовым подъемным механизмом, смонтированным на каркасе, нричем полость между крышкой и иресс-камерой соединена с воздушным дозатором, а полость между иресскамерой и одним из болванов в его верхнем положении - с расходным баком; каретку, установленную на рельсах каркаса и имеющую смывающее устройство с системой под, чи и слива жидкости; ряд матриц, установрельсовых путях между опорами ленных на каркаса.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИБ/;^;ОТЕКА | 1973 |
|
SU370037A1 |
| Пресс для склейки шпона | 1940 |
|
SU63037A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ШПОНА | 1971 |
|
SU315622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ПОЛИМЕРНОЙ ОСНАСТКИ | 2008 |
|
RU2375185C1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU368054A1 |
| Способ и устройство для изготовления фанеры | 2019 |
|
RU2719782C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 1991 |
|
RU2015798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ПРЕССОВАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ БРИКЕТИРОВАНИЯ ИЗМЕЛЬЧЁННЫХ ХВОСТОВ ТВЁРДЫХ БЫТОВЫХ И СЫПУЧИХ ТЕХНОЛОГИЧЕСКИХ ОТХОДОВ "ГИПОЦИКЛОИДА" | 2014 |
|
RU2580352C2 |
| ПРЕСС-ФОРМА | 1972 |
|
SU345005A1 |
2J 22
