Изобретение относится к деревообрабатывающей промышленности, в частности, к производству фанеры и облицовыванию древесных материалов.
Потеря древесного сырья от упрессовки фанеры при ее изготовлении с использованием многоэтажных прессов для горячего склеивания шпона достигает 9-15%, что является прямой потерей древесины при существующем способе склеивания.
Известен способ изготовления фанеры (Веселов А.А., Галюк Л.Г., Доронин Ю.Г., и др.: под ред. Н.В. Качалина. - «Справочник по производству фанеры», М., «Лесная промышленность», 1984. с. 200…201), включающий нанесение клеящего вещества на склеиваемые поверхности, формирование пакета, загрузку пакета в пресс и склеивание в вакууме.
Недостатком этого способа является снижение качества производимой продукции обусловленного неодинаковой степенью отверждения клеящего вещества в клеевых слоях фанеры, вызванной ассиметричным подводом тепла к клеевым слоям вследствие того, что одна пласть пакета располагается на поверхности обогреваемой плиты, а противоположная пласть пакета нагревается через эластичную диафрагму и воздушный зазор над ней, это вызовет напряжение в клеевых слоях и приводит к короблению листа фанеры.
Известен способ склеивания материала путем воздействия электромагнитным полем сверхвысоких частот на клеевые слои (Авторское свидетельство СССР на изобретение №438529 В27D 1/00, В27G 11/00, С09J 5/00, опубл. 05.08.1974), что обеспечивает равномерный нагрев клеевых слоев в склеиваемом пакета.
Использование известного способа также не исключает потерю древесного сырья от упрессовки фанеры в случае склеивания шпона в прессах с плоскими плитами.
Известно устройство для изготовления фанеры в вакууме (Авторское свидетельство СССР на изобретение №967813 В27D 1/04, опубл. 23.10.1982), включающее нижнюю жесткую обогреваемую плиту, в которой выполнены каналы для отсасывания воздуха и создания вакуума, при этом над плитой расположен короб, внутри которого помещена обогреваемая плита, а к его днищу по периметру прикреплена эластичная диафрагма.
Использование известного устройства позволяет снизить упрессовку фанеры до 0,5…0,6%, однако конструкция устройства не обеспечивает равномерный нагрев клеевых слоев в склеиваемом пакета, что приводит к неравномерному возникновению напряжений в клеевых слоях и приводит к появлению брака от коробления листов фанеры.
Технической задачей, на решение которой направлено заявленное изобретение, является сокращение потерь древесного сырья от упрессовки фанеры, повышение качества производимой продукции, а также снижение энергозатрат.
Поставленная задача достигается тем, что в способе изготовления фанеры, включающем нанесения клеящего вещества на склеиваемые поверхности, формирование пакета, загрузку пакета в пресс и склеивание в вакууме, согласно изобретения, после создания вакуума в рабочей камере пресса производят обработку склеиваемого пакета шпона электромагнитным полем сверхвысоких частот, причем обработку выполняют в течение всего периода склеивания, при этом направленность электромагнитного поля ориентируют перпендикулярно плоскостям клеевых слоев, для чего в устройстве, включающем нижнюю жесткую плиту, в которой выполнены каналы для отсасывания воздуха и создания вакуума, при этом над плитой расположен короб, к днищу которого по периметру прикреплена эластичная диафрагма, согласно изобретения, внутри короба расположен механический линейный привод в виде пары шарико-винтовых направляющих, на которых закреплена каретка, со смонтированными на ней волноводом коробчатого сечения и источником электромагнитного поля сверхвысоких частот.
Предложенная совокупность признаков обеспечивает объекту (способу и устройству) новые свойства: создание вакуума в рабочей камере пресса при одновременной обработке склеиваемого пакета шпона электромагнитным полем сверхвысоких частот в течение всего периода склеивания и осуществление направленности электромагнитного поля перпендикулярно плоскостям клеевых слоев позволяет снизить упрессовку фанеры до 0,5…0,6% и обеспечить равномерный нагрев клеевых слоев в склеиваемом пакета, что обеспечит уменьшение напряжений в клеевых слоях и приведет к снижению количества брака от коробления листов фанеры. Кроме того, расположение внутри короба пресса механического линейного привода в виде пары шарико-винтовых направляющих, на которых закреплена каретка, с смонтированными на ней волноводом коробчатого сечения и источником электромагнитного поля сверхвысоких частот позволяет уменьшить габариты конструкции и определять продолжительность электромагнитной обработки клеевых слоев в зависимости от реакционных свойств применяемого клеящего вещества.
Сущность изобретения поясняется чертежом.
На фиг. 1 схематично изображен разрез этажа предлагаемого вакуумного пресса, в котором осуществляется предлагаемый способ.
Способ и устройство включают: нанесение клеящего вещества на склеиваемые поверхности, формирование пакета 1, загрузку пакета 1 на жесткую обогреваемую плиту пресса 2, в которой выполнены каналы для вакуумирования 3, накрывание пакета коробом 4, в котором расположены эластичная диафрагма 5 и волновод коробчатого сечения 6 с источником электромагнитного поля сверхвысоких частот, смонтированный с коробом 4 посредством механического линейного привода в виде пары шарико-винтовых направляющих 7 и предназначенный для электромагнитной обработки полем сверхвысоких частот в течение всего периода склеивания, при этом направленность электромагнитного поля сориентирована перпендикулярно плоскостям клеевых слоев 8.
Предлагаемый способ с применением предлагаемого устройства осуществляют следующим образом.
На предварительно подготовленные листы шпона наносят клеящее вещество, например, на вальцевом станке КB-18, затем формируют пакет шпона, предназначенный для склеивания, и загружают его в пресс, укладывая на жесткую обогреваемую плиту, в которой выполнены каналы для вакуумирования, после чего накрывают коробом, в котором расположены эластичная диафрагма и волновод коробчатого сечения с источником электромагнитного поля сверхвысоких частот. После плотного соприкосновения опорных поверхностей короба с жесткой обогреваемой через выполненный в ней каналы для вакуумирования, плитой создают разряжение 0,04…0,08 МПа и, включив источник электромагнитного поля сверхвысоких частот, выполняют обработку склеиваемого пакета электромагнитным полем сверхвысоких частот, при этом волновод коробчатого сечения, смонтированный в коробе, перемещают над склеиваемым пакетом посредством механического линейного привода в виде пары шарико-винтовых направляющих в течение всего периода склеивания. После склеивания в течение заданной продолжительности отключают источник электромагнитного поля сверхвысоких частот, поднимают короб и выгружают склееный пакет (лист фанеры).
Использование заявляемого способа и устройства позволяет снизить упрессовку фанеры до 0,5…0,6%, что обеспечивает снижение расхода древесного сырья на единицу продукции, а также создание равномерного нагрева клеевых слоев в склеиваемом пакета способствует уменьшению напряжений в клеевых слоях и приводит к снижению количества брака от коробления листов фанеры.
Заявленные способ и устройство актуальны также тем, что в сравнении с другими способами производства фанеры, в которых применяют кондуктивный нагрев склеиваемого пакета, нагрев клеевых слоев в электромагнитном поле сверхвысоких частот при одновременном вакуумировании способствует снижению энергозатрат на производство фанеры в несколько раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 1997 |
|
RU2122942C1 |
| СПОСОБ СКЛЕИВАНИЯ ЛИСТОВ ШПОНА | 1990 |
|
RU2045563C1 |
| Способ изготовления фанеры | 1986 |
|
SU1465323A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 2006 |
|
RU2311288C1 |
| Способ получения фанеры и древесных пластиков | 1945 |
|
SU69001A1 |
| УСТРОЙСТВО ДЛЯ СКЛЕИВАНИЯ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2005 |
|
RU2283220C1 |
| Способ склеивания слоистых древесных материалов | 1950 |
|
SU91534A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСЛОИСТОГО МАТЕРИАЛА | 1996 |
|
RU2104861C1 |
| ДЕКОРАТИВНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ДРЕВЕСИНЫ | 1994 |
|
RU2049674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННОЙ ГНУТОЙ ДЕТАЛИ ФАСАДА | 2009 |
|
RU2400355C1 |
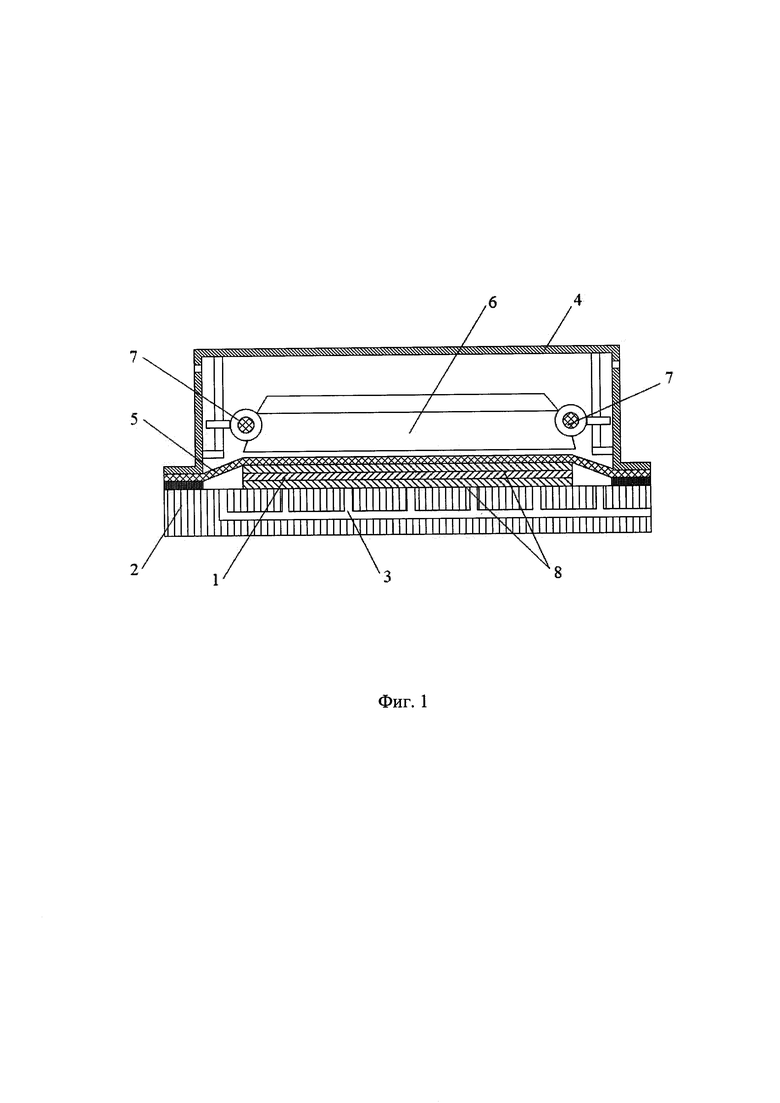
Группа изобретений относится к деревообрабатывающей промышленности, в частности к производству фанеры. Устройство для изготовления фанеры включает нижнюю жесткую плиту (2), в которой выполнены каналы (3) для отсасывания воздуха и создания вакуума. Над плитой расположен короб (4), к днищу которого по периметру прикреплена эластичная диафрагма (5). Внутри короба расположен механический линейный привод в виде пары шарико-винтовых направляющих (7), на которых закреплена каретка со смонтированными на ней волноводом коробчатого сечения (6) и источником электромагнитного поля сверхвысоких частот. После создания вакуума в рабочей камере пресса с разряжением 0,04…0,08 МПа производят обработку склеиваемого пакета (1) шпона электромагнитным полем сверхвысоких частот. Волновод коробчатого сечения перемещают над склеиваемым пакетом посредством пары шарнирно-винтовых направляющих в течение всего периода склеивания. Направленность электромагнитного поля ориентируют перпендикулярно плоскостям клеевых слоев. Сокращаются потери древесного сырья от упрессовки фанеры, повышается качество производимой продукции, снижаются энергозатраты. 2 н.п. ф-лы, 1 ил.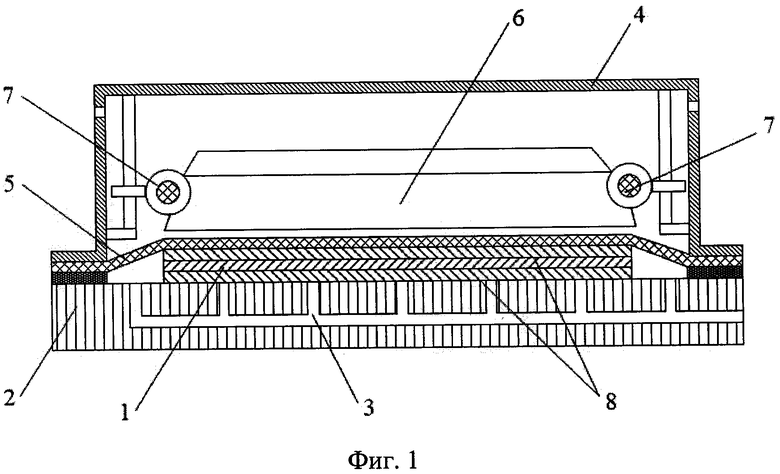
1. Устройство для изготовления фанеры, включающее нижнюю жесткую плиту, в которой выполнены каналы для отсасывания воздуха и создания вакуума, при этом над плитой расположен короб, к днищу которого по периметру прикреплена эластичная диафрагма, отличающееся тем, что внутри короба расположен механический линейный привод в виде пары шарико-винтовых направляющих, на которых закреплена каретка со смонтированными на ней волноводом коробчатого сечения и источником электромагнитного поля сверхвысоких частот.
2. Способ изготовления фанеры, включающий нанесение клеящего вещества на склеиваемые поверхности, формирование пакета, загрузку пакета в пресс и склеивание в вакууме, отличающийся тем, что после создания вакуума в рабочей камере пресса с разряжением 0,04…0,08 МПа производят обработку склеиваемого пакета шпона электромагнитным полем сверхвысоких частот, при этом волновод коробчатого сечения, смонтированный в коробе, перемещают над склеиваемым пакетом посредством механического линейного привода в виде пары шарнирно-винтовых направляющих в течение всего периода склеивания, при этом направленность электромагнитного поля ориентируют перпендикулярно плоскостям клеевых слоев.
| Способ изготовления фанеры | 1978 |
|
SU967813A1 |
| Способ склеивания материалов | 1972 |
|
SU438529A1 |
| Устройство для склеивания изделий | 1973 |
|
SU441145A1 |
| СПОСОБ НАКЛЕЙКИ ЛИСТОВ НА ЩИТЫ | 0 |
|
SU250418A1 |
| US 5074055 A, 24.12.1991 | |||
| US 5633059 A, 27.05.1997. | |||

