Изобретение относится к области производства изделий из САПа, в частности к обработке алюминиевого норошка перед брикетированием.
Известен снособ изготовлення изделий из САПа, заключающийся в том, что алюминиевый порошок марки АПС подвергают обжигу при температурах 450-600°С в течение 1 - 3 час в газовой среде, затем брикетируют и снекают. Образующаяся в результате термической обработки на поверхности частиц алюминия пленка у-АЬОз через определенный период времени насыщается влагой, что является одной из причин разрушения изделий из САПа при новышенных температурах.
Предложенный способ отличается от известного тем, что для повыщения ирочности, твердости и коррозионной стойкости изделий при темнературах до 600°С в условиях длительной эксплуатации, алюминиевый порошок перед пбжигом подвергают гидротермальной обработке в течение 15-60 мин, причем порошок для предотвращения резкого окнсления загружают в предварительно нагретую до 90- 100°С воду.
100°С. Водную пульпу при Т : Ж. равном 1 : 3, перемещивают в течение 15-60 мин при атмосферном давлении. Темиературу воды поддержпвают постоянной па протяженип всего процесса гпдротермальной обработкн. Затем отстоем отделяют воду, нросушивают порошок при 120°С до постоянного веса для удаления адсорбцпонной влаги и обжигают его при 610°С в течение 3-6 час в зависимости от веса иорошка.
Результаты рентгеноструктурного анализа показывают, что частппы алюмпнпевого порошка пмеют па поверхности окпсную пленк типа корупда-а АЬОз. Эта пленка не подвергается рекристаллизации и химическому превращепию при высоких тe rнepaтypax вплоть до температуры плавления. Получаемый алюмпппевый порошок характерпзуется равномерно раснределенной окисной сс-фазой, что приводпт к улучшетщю фпзпко-механическнх свойств изделий нз него.
Порошки, обработанные предложенным способом, хорошо нрессуются, легко подвергаются пластической обработке давлением, а изделия из них сохраняют свои прочностные характеристики при длительной эксплуатации. 34
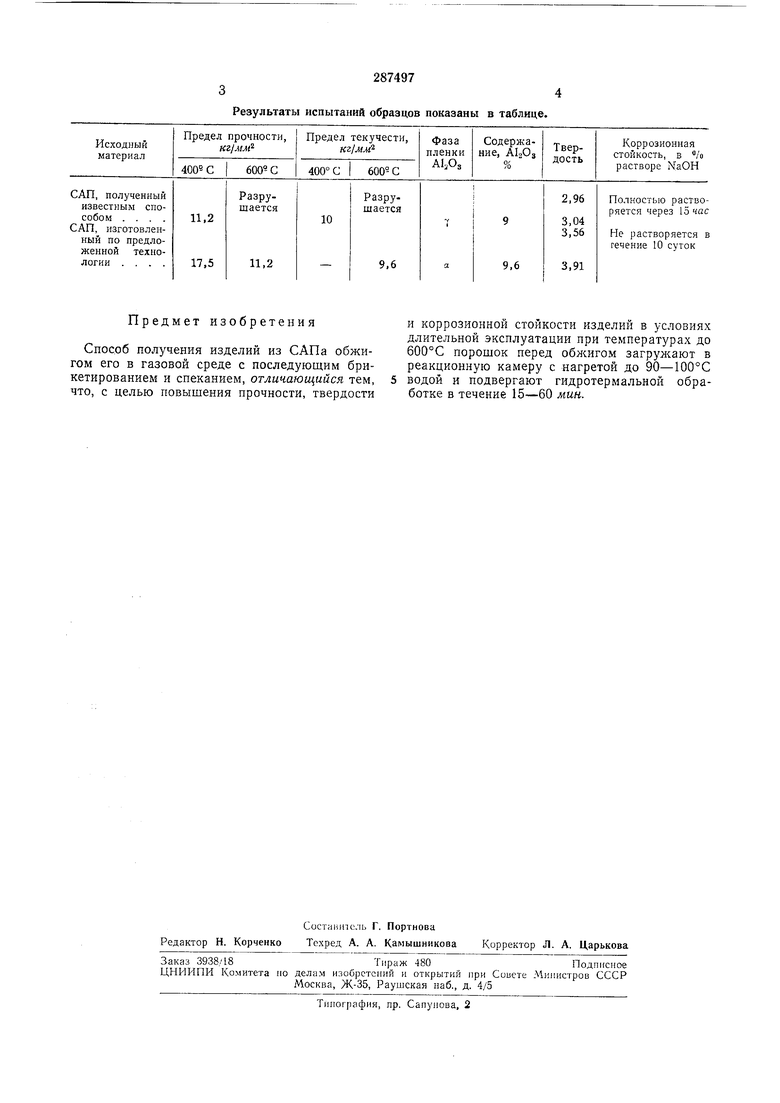
Результаты испытаний образцов показаны в таблице.
287497 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных пористых изделий из алюминиевых порошков | 1982 |
|
SU1047590A1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2559391C1 |
| Способ ионно-плазменного нанесения износостойкого и коррозионностойкого покрытия на изделия из алюминиевых сплавов | 2015 |
|
RU2612113C1 |
| Способ термодиффузионного цинкования изделий из высокопрочных алюминиевых сплавов | 2017 |
|
RU2644092C1 |
| АНТИКОРРОЗИОННОЕ ПОКРЫТИЕ И СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2148603C1 |
| АНТИКОРРОЗИОННАЯ КОМПОЗИЦИЯ ДЛЯ ГРУНТОВОЧНОГО СЛОЯ И СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ | 2007 |
|
RU2359987C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО НАНОКОМПОЗИТНОГО ПОКРЫТИЯ | 2022 |
|
RU2780078C1 |
| Алюмооксидная композиция и способ получения керамического материала для производства подложек | 2016 |
|
RU2632078C1 |
| СПОСОБ ТЕРМОДИФФУЗИОННОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 2001 |
|
RU2221898C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2566232C1 |
Предмет изобретения Способ получения изделий из САПа обжигом его в газовой среде с последующим брикетированием и спеканием, отличающийся тем, 5 что, с целью повышения прочности, твердости и коррозионной стойкости изделий в условиях длительной эксплуатации при температурах до 600°С порошок перед загрул ают в реакционную камеру с нагретой до 90-100°С водой и подвергают гидротермальной обработке в течение 15-60 мин.
