Известные автоматы для сварки ампул из термопластов с обратны.м клапаном содержат подающие валки, узел фальиовки, ленточный транснортер для подачи заготовок под сварку, сварочный барабан с ножамн и устройство для съе.ма готовых ампул.
Однако эти автоматы не позволяют сваривать одпозременпо несколько швов.
Предлагаемый автомат отличается от известного тем, что транспортер снабжен подпружиненным роликом, обеспечнвающпм увеличение площадп контакта сварочного барабана со свариваемыми заготовка.ми, а устройство для съема амнул выиолнепо в впде двух валков, соединенных соответственно с npimoдами, обеспечивающилги их вращение с различными скоростями, разность между которыми достаточна для разрыва и съема ампул. Это повышает производительность автомата.
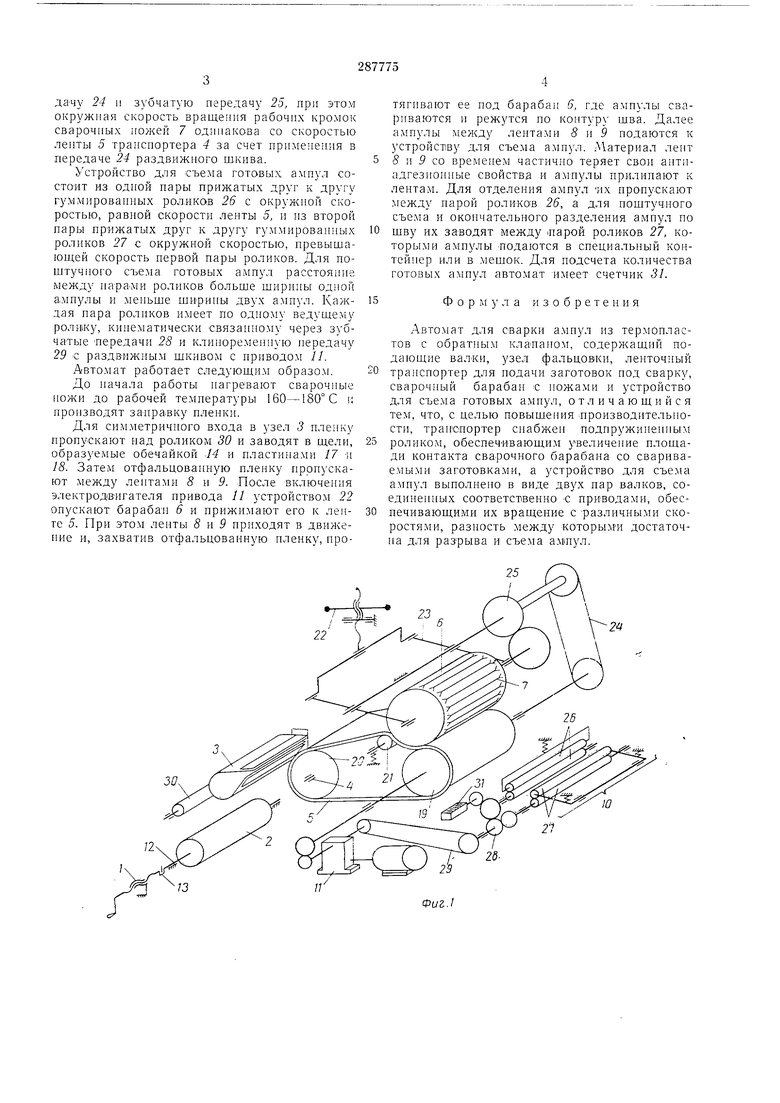
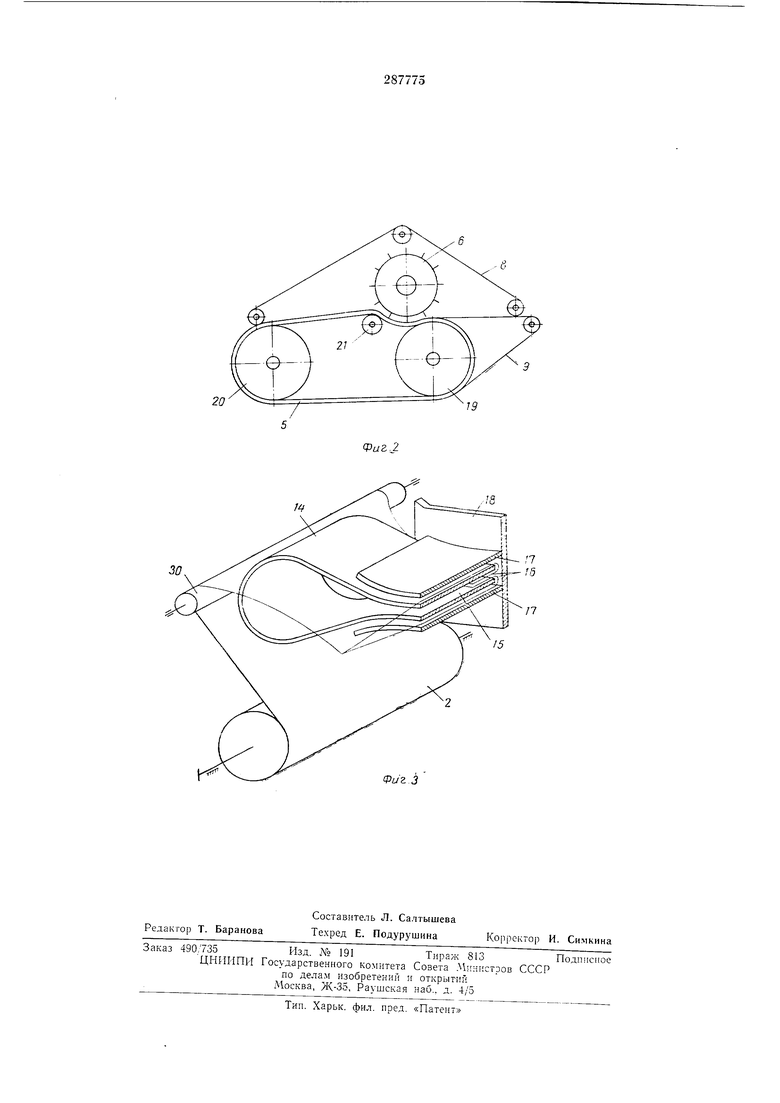
Па фиг. 1 даиа схема автомата без траиспортера готовых ампул; на фиг. 2 - схема транспортера готовых амиул; на фиг. 3 -устройство для фальновки пленки.
Автомат состоит из винтового устройства 1 для поперечного перемещения валка 2 с пленкой, узла 3 для фальцовки плепки, транспортера 4 с резино-ткаиевой конвейерной лентой 5 и барабана 6 со сварочнымИ ножами 7, транспортера готовых ампул с верхней 8 и нижней 9 лентами из антиадгезиониого материала (фиг. 2). устройства
10 для съсмаготовых амиу:1 и привода //.
Валок 2 с noMOi-Иью конических втулок п гаек закреплен на осп 12, которая через упорный подшипник 13 соединена с устройством /.
Узел фальцовкн плепк) (фиг. 3) содержит обечайку 14 каплевидного сечения со И1елыо 15 для пропуска отфальцованных кромок 16, пленку : Tpii пластины, охватываюиие обечайку. Две пластины 17 обжимают нлснку с отфлльнованными кромками. Пластина 18 обеспечивает фальцовку кромок 16 заданной
IJipilHb,
Транспортер -4 COCTOIST из нр
5 раба;1а 19, :и1тяжного 6apa6aii;i жиненного рслнка 21 и ленты 5. Барабан 6 с змонт;1рованным в него } агревателем в рабочем ноложеннн прнжнмается в;п товым устройством 22 через рыч;;ги 23 к ленте 5 между ведущил барабаном 19 и подпружипешым роликом 21, при этом сварку одповремен110 производят более двух сварочных ноже 7, так как лента 5 .тывает часть нилнндрпюской позерхностн барабана 6.
Ведущий-барабан 19 транспортера 4 нолучает от привода //. Для улучшения качества ампул и увеличен долговечности а;1тнадгез ;он 1ых лент 8 п 9 транспортера готовых ампул барабану 6 сооби1ается принудитель:1ое вранение через клиноременную передзчу 24 и зубчатую передачу 25, при этом окружная скорость вращения рабочих кромок сварочных ножей 7 одинакова со скоростью ленты 5 транспортера 4 за счет применения в передаче 24 раздвижного ш.кива.
Устройство для съема готовых ампул состоит из одной пары прижатых друг к другу гуммированных рол.иков 26 с окружиой скоростью, равиой скорости ленты 5, и из второй пары прижатых друг к другу гуммированных роликов 27 с окружной скоростью, превышаюи;ей скорость первой пары роликов. Для иоштучиого съема готовых ампул расстояние между парами роликов больние ширины одной ампулы и меиьше ширины двух ампул. 1 аждая пара роликов имеет по одному ведущему ролвку, кинематически связанному через зубчатые Передачи 28 и клииоремениую передачу 29 с раздвижным шкивом с приводом //.
Авто.мат работает следующим образом.
До пачала работы пагревают сварочиые ножи до рабочей температуры 160-180° С i: производят заправку пленки.
Для си.мметричного входа в узел 3 пленку пропускают над роликом 30 и заводят в щели, образуемые обечайкой J4 и пластинами 17 и 18. Затем отфальцованную пленку пропускают между лептами 8 и 9. После включепия электрод1ВТ1гателя привода 11 устройством 22 опускают барабаи 6 и прижимают его к 5. При этом ленты 8 н 9 приходят в движение и, захватив отфальцоваиную пленку, протягивают ее под барабан 6, где ампулы свариваются и режутся по контуру шва. Далее ампулы между лептами 5 и 5 подаются к устройству для съема ампул. Материал лент S н 9 со временем частично теряет свои антнадгезионные свойства и ампулы прилипают к леитам. Для отделения ампул их пропускают между парой роликов 26, а для поштучпого съема и окоичательпого разделеиия ампул по шву их заводят между Парой роликов 27, которыми ампулы подаются в специальный контейнер или в мешок. Для подсчета количества готовых ампул автомат имеет счетчик 31.
Формула и 3 о б р е т е и и я
Автомат для сварки ампул из термопластов с обратным клапаном, содержащий подающие валКи, узел фальцовки, леиточный транспортер для подачи заготовок под сварку, сварочный барабап € пожами и устройство для съема готовых ампул, отличающийся тем, что, с целью повышения производительности, трапопортер спабжеп подпружипенным роликом, обеспечивающим увеличеиие площади контакта сварочпого барабана со свариваемыми заготовками, а устройство для съема ампул выполпено в виде двух пар валков, соединенных соответственно С приводами, обеспечивающими их вращение с различными скоростями, разность между которьпти достаточна для разрыва и съема .
75
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки ампул из термопластов с обратным клапаном | 1972 |
|
SU449555A1 |
| Автомат для сварки ампул с обратным клапаном из термопластов | 1970 |
|
SU314407A1 |
| Аппарат для сварки ампул из термопластов с обратным клапаном | 1970 |
|
SU314408A1 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| Узел фальцовки пленки под сварку | 1970 |
|
SU299129A1 |
| Узел фальцовки пленки под сварку | 1974 |
|
SU482969A1 |
| Установка для непрерывного изготовления гибких рукавов из ленточного полимерного материала | 1985 |
|
SU1248842A1 |
| СПОСОБ ХОЛОДИЛЬНОЙ ОБРАБОТКИ МЕЛКОШТУЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2032130C1 |
| АВТОМАТ ДЛЯ УПАКОВКИ И ИЗГОТОВЛЕНИЯ ПАКЕТОВ "МАЛЮТКА" | 2000 |
|
RU2200690C2 |
1
30
Фиг.З
