Изобретение относится к литейному производству, а именно к способам заполнения онок при изготовлении двухслойных форм.
Обычно при заполнении опок облицовочную и наполнительную смеси засыпают непосредственно в опоку. Такой способ нельзя применить при механизации изготовления форм в связи с неравномерностью заполнения опок смесями.
Целью изобретения является создание такого способа заполнения опок при изготовлении двухслойных форм, который обеспечивал бы механизацию послойного заполнения облицовочной и наполнительной формовочными смесями. Эта цель достигается тем, что облицовочную и наполнительную смеси перед засыпкой в опоку дозируют в общий дозатор, а затем этот сформированный из двух различных слоев ком смеси перегрул ают в опоку, установленную на модельной плите.
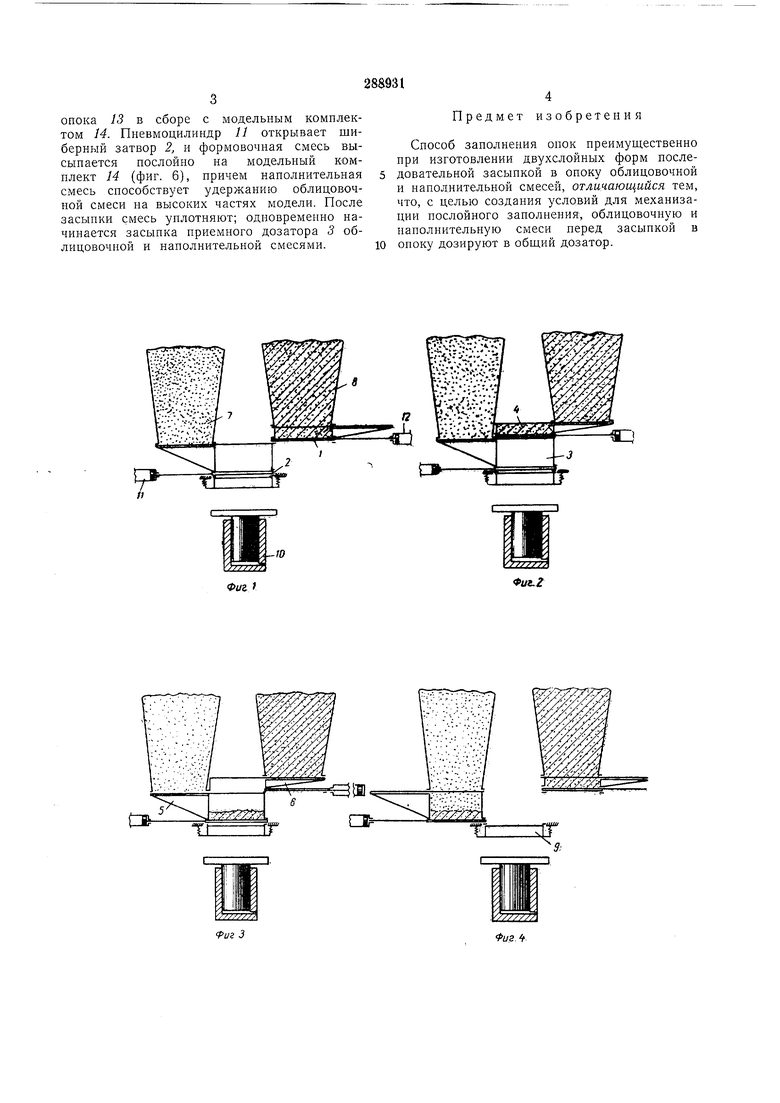
На фиг. 1-6 изображено устройство для заполнения опок предложенным способом.
Устройство состоит из шиберных затворов 1 и 2, объемных дозаторов 3 и 4 с шиберами 5 и 6; его располагают под бункером 7 с наполнительной смесью и бункером 8 с облицовочной смесью, а также над наполнительной рамкой 9 формовочной машины 10.
На фиг. 1 показано заполнение дозатора 4 облицовочной смесью из бункера 8. Заполненный дозатор вместе с шиберным затвором /, шибером 6 и пневмоцилиндром 12 при
помощи пневмопривода (не показан) совершает движение влево и останавливается над приемным объемным дозатором 3 (фиг. 2).
Одновременно с перемещением дозатора 4 шибер 6 перекрывает горловину бункера 8.
После этого открывается шиберный затвор 1, и облицовочная смесь под действием собственного веса надает в дозатор 3 на шибер 2 (фиг. 3). Дозатор 4 возвращается в исходное полол ение для загрузки новой порции облицовочной смеси, а приемный дозатор 5 совершает движение влево вместе с шибером 5, шиберным затвором 2 и пневмоцилиидром // и устанавливается под бункером 7 с наполнительной смесью (фиг. 4).
Привод неремещения приемного дозатора 3 не показан.
После загрузки наполнительной смесью приемный дозатор, будучи улсе занолненным облицовочной и наполнительной смесями,
возвращается вместе с щибером 5, шиберным затвором 2 и нневмоцнлиндром 11 на позиции формовки и устанавливается над наполнительной рамкой 9 формовочной мащины 10 (фнг. 5). При этом щибер 5 переопока 13 в сборе с модельным комплектом 14. Ппевмоцилиндр 11 открывает шиберный затвор 2, и формовочная смесь высыпается послойно на модельный комплект 14 (фиг. 6), причем наполнительная смесь способствует удержанию облицовочной смеси па высоких частях модели. После засыпки смесь уплотняют; одповременно начинается засыпка приемного дозатора 5 облицовочной и наполнительной смесями.
Предмет изобретения
Способ заполнения опок преимущественно нри изготовлении двухслойных форм последовательной засыпкой в опоку облицовочной и наполнительной смесей, отличающийся тем, что, с целью создания условий для механизации нослойного заполнения, облицовочную и наполнительную смеси перед засыпкой в опоку дозируют в общий дозатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Дозатор для формовочной смеси | 1980 |
|
SU910320A1 |
| Дозатор для песчано-смоляной смеси | 1979 |
|
SU770646A1 |
| Формовочная машина | 1988 |
|
SU1519824A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| Дозатор для формовочной смеси | 1977 |
|
SU725782A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ДОЗИРОВАНИЯ ОБЛИЦОВОЧНОЙ и НАПОЛНИТЕЛЬНОЙ СМЕСЕЙ В ОПОКУ | 1966 |
|
SU181783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Дозатор для песчано-смоляной смеси | 1972 |
|
SU440201A1 |

