/
Ч
(Л
ел
со
00
Изобретение относится к литейному производству и может быть использовано в процессе изготовления литейных форм при уплотнении смеси импульсным способом.
Целью изобретения яв-тяется экономное использование формовочной смеси.
На чертеже показана формовочная машина.
Устройство содержит основание 1, на котором расположен подвижный в вертикальной плоскости рабочий стол 2 с модельной плитой 3, установленную при помощи стоек 4 верхнюю траверсу 5 с расходным бункером 6, импульсную пневмоголов- ку 7 с коробом-дозатором 8, снабженным плитой 9, смонтированные под расходным бункером 6 и подвижные в горизонтальной плоскости: подвешенную ниже импульсной пневмоголовки 7 наполнительную рамку 10 и неподвижный поддон 11, расположенный на уровне верхней плоскости наполнительной рамки 10 при ее нижнем положении. Наполнительная рамка 10 снабжена расположенным в ее нижней части связанным с приводом 12 шибером 13. Соосно с наполнительной рамкой 10, выше короба-дозатора 8, установлен аэратор 14 с возможностью вертикального перемещения, включающий многошпиндельную головку 15 со шпинделями 16 и аэраторами 17, перемещаемую поршневым приводом 18, рольганг 19 для перемещения опок 20.
Устройство работает следующим образом.
Пустая опока 20 рольгангом 19 подается на позицию рабочего стола 2. На рабочем столе 2 установлена модельная плита 3. Рабочий стол 2 поднимается. При этом опока 20 устанавливается на модельную плиту 3 и поднимается к наполнительной рамке 10, -в которой шибер 13 находится в открытом положении. Во время смены опок 20 происходит поднотовка очередной дозы смеси. Короб-дозатор 8 из-под расходного бункера 6 (крайнее левое положение), наполненный формовочной смесью, совместно с импульсной пневмаголовкой 7 перемещается в крайнее правое положение. При этом плита 9 перекрывает выходное отверстие бункера 6, а формовочная смесь из короба-дозатора 8 засыпается в наполнительную рамку 10, в которой находится срезанный избыток смеси от ранее изготовленной полуформы. Многошпиндельная головка 15 перемещается вниз nopiiiHCMibiM приводом 18, при этом вра1цаются LUIUIH- дели 16 с аэратором 17, которые внедряются в формовочную смесь и аэрируют
0
5
0
5
0
5
0
5
ее. Привод 12 открывает шибер 13, а привод 18 перемещает вверх многошпиндель- ную головку 15 с вращающимися аэрато рами 17. При этом происходит аэрация фо ;мовочной смеси и засыпка ее в оп(жу 2(V Импульсная г1нев.м(М оловка 7 с коробом- ,U)(,iiopoM 8 перемещается в крайнее левое положеиие. при этом короб-дозатор 8, произведя срезу ичбытка формовочной смеси с наполнительной рамки 10, устанавливается над расходным бункером 6, а импульсная пневмоголовкс. 7 - над наполни тельной рамкой 10. } абочий стол 2 поднимается, комплект (моде ьная плита 3, опока 20, наполнительная рамка 10 и импульсная пневмоголовка 7) поднимается к траверсе 5. Импульсная пневмоголовка 7 заполняется сжатым воздухом (или газовоздущ- ной смесью), происходит импульс-уплотнение формовочной смеси. Привод 12 огкрь, вает шибер 14, который срезает избыток -уе- си, локализуемой в наполнительной рамке lU. Рабочий стол 2 опускается в крайнее нижнее положение. Опока 20 устанавливается на рольганг 19, а модельная плита 3 опускается с рабочим столом 2, происходит вытяжка модели. Рольганг 19 перемещает из машины заформованную, а в машину - пустую опоку 20. Далее цикл повторяется. Формовочная машина позволяет выполнить локализацию избытка смеси в неподвижной наполнительной рамке с пооледую- щей аэрацией, ггосл чего гфоизводяч засыпку (. | ди и . хозы смеси. Это поззоляет со месгн1ь оиграцию срезки избытка смесн и возврат его в наполнительную рамку, при этом экономится энергия и повышается производительность.
Формула изобретения
Формовочная машина, содержащая основание, рабочий стол, верхнюю траверсу, размещенную на стойках, расходный бункер, формообразующее устройство, наполнительную рамку, установленную над рабочим столом, приводной в горизонтальной плоскости короб-дозатор, отличающаяся тем, что, с целью экономного использования формовочной смеси, она снабжена щибером, расположенным под неподвижно закрепленной наполнительной рамкой, и многошпиндельным аэратором, смонтированным на верхней траверсе соосно с наполнительной рамкой, при этом короб-дозатор и формообразующее устройство жестко связаны между собой и расположены в одной горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1982 |
|
SU1061912A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Трехпозиционный формовочный блок литейной линии | 1987 |
|
SU1685591A1 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| Установка для изготовления литейных форм импульсным способом | 1980 |
|
SU899235A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
Изобретение относится к литейному производству и может быть использовано в процессе изготовления литейных форм. Целью изобретения является экономное использование формовочной смеси. Формовочная смесь поступает из бункера 6 в короб-дозатор 8. Шибер 13 закрывает нижнюю часть наполнительной рамки 10. Аэратор 17 разрыхляет формовочную смесь и поднимается посредством привода 18. Импульсная головка 7 перемещается в крайнее левое положение и уплотняет формовочную смесь. После уплотнения шибер 13 закрывает нижнюю плоскость наполнительной рамки 10. Отсеченная часть формовочной смеси остается в неподвижной наполнительной рамке 10. Формовочная машина позволяет сократить технологический цикл регенерации формовочной смеси. 1 ил.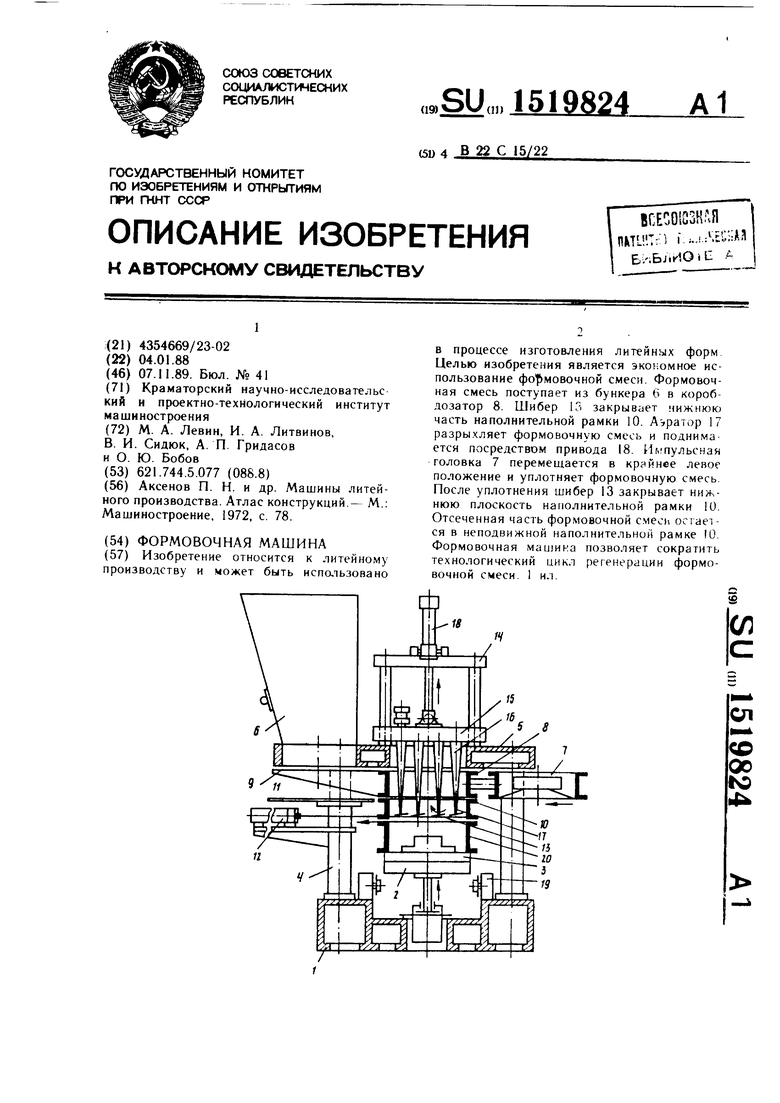
| Аксенов П | |||
| Н | |||
| и др | |||
| Машины литейного производства | |||
| Атлас конструкций.- М.: Машиностроение, 1972, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
