Изобретение относится к литейному производству.
Цель изобретения - повышение производительности формовочной машины.
Указанная цель достигается тем, что в известной формовочной машине, содержащей станину, подъемный стол и опорные колонны, на которых находятся импульсная головка, дозатор и наполнительная рамка, дозатор подпружинен относительно наполнительной рамы с возможностью вертикального перемещения в ее внутреннюю полость.
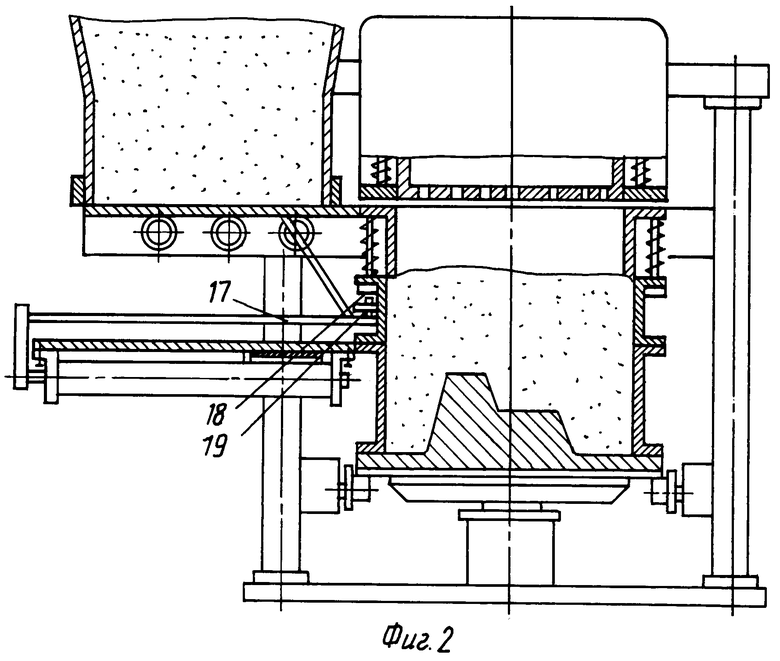
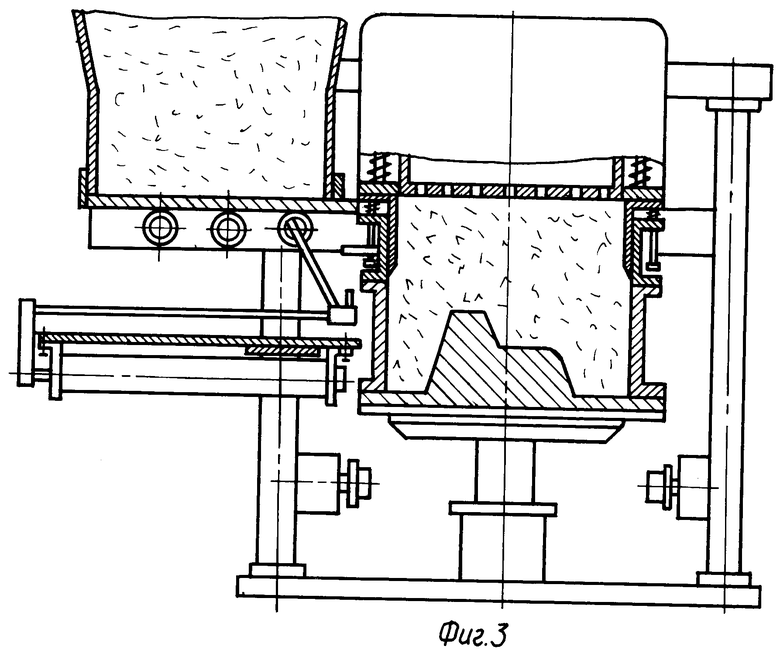
На фиг. 1 изображена формовочная машина в исходном положении; на фиг. 2 - то же, в момент засыпки формовочной смеси в технологическую емкость; на фиг. 3 - то же, перед импульсно-прессовым уплотнением.
Формовочная машина содержит станину 1, опорные колонны 2, подъемный стол 3, кромочный рольганг 4 для подачи подмодельного щитка 5, модельной плиты 6 и пустых опок 7 и выдачи готовых полуформ 8 для перемещения дозатора 9 с наполнительной рамкой 10 с помощью привода 11. На уровне верхней поверхности дозатора 9 находится шибер 12, а во фланцах 13 укреплены штифты 14, проходящие сквозь отверстия фланца 15 наполнительной рамки 10. Между фланцами 13 и 15 установлены возвратные пружины сжатия 16. Привод 11 соединен с наполнительной рамкой 10 через рычаг 17 и палец 18, проходящий через отверстия в кронштейне 19, и установлен на неподвижной плите 20, расположенной на колоннах 2, на которых также находятся приемный бункер 21 с регулирующей шторкой 22, импульсная головка 23 с упорной рамой 24 и выступом 25.
Формовочная машина работает следующим образом. Опоку 7 с модельной плитой 6, установленную на подмодельном щитке 5, перемещают по кромочному рольгангу 4 на позицию уплотнения. В это время дозатор 9 с наполнительной рамкой 10 находятся под приемным бункером 21 и засыпаются формовочной смесью (см.фиг. 1). Пружина 16 находится в разжатом состоянии, поэтому наполнительная рамка 10 выдвинута из полости дозатора 9 и они образуют полость объемом, который соответствует объему формовочной смеси необходимый для засыпки в опоку 7. Объем может регулироваться с помощью штифтов 14 и шторки 22.
Для осуществления засыпки смеси с помощью привода 11 и рычага 17 перемещают дозатор 9 с наполнительной рамкой 10 по неподвижной плите 20 в рабочую зону. Смесь засыпается в опоку 7 и остается в наполнительной рамке 10 (см. фиг.2). Бункер 22 перекрывается шибером 12. Подъемный стол 3 поднимает модельную плиту 6, опоку 7, наполнительную рамку 10 и дозатор 9. Во время подъема палец 18 выходит из отверстия в кронштейне 19 и не препятствует вертикальному перемещению. После контакта фланца 13 с упорной рамкой 24 дозатор 9 останавливается, а подъемный стол 3 с опокой 7 и наполнительной рамкой 10 продолжает перемещаться вверх. В результате пружина 16 начинает сжиматься между фланцами 13 и 15. Дозатор 13 входит во внутреннюю полость наполнительной рамки 10 до упора фланцев 13 и 15 (с учетом размеров сжатой пружины 16). В результате верхняя поверхность смеси находится непосредственно под импульсной головкой 23 и полностью устраняется полость, образовавшаяся в дозаторе 9 в момент засыпки смеси, которая отрицательно может повлиять на процесс повышения давления воздуха над смесью (см.фиг.3). Далее производится уплотнение смеси сжатым воздухом. Подъемный стол 3 продолжает перемещаться вверх, преодолевая сопротивление упорной рамки, выступ 25 входит во внутрь бункера и вытесняет оставшуюся смесь в опоку, доуплотняя литейную полуформу.
После окончания процесса уплотнения подъемный стол опускается в крайнее нижнее положение. В это время выступ 25 выходит из полости бункера 21, который под действием пружины 16 выходит из полости наполнительной рамки 10, упорная рамка 24 занимает нижнее положение, кронштейн 19 опускается на палец 18. С помощью привода 11 бункер 9 с наполнительной рамкой 10 перемещаются под бункер 21, полость которого для выдачи смеси открывает шибер 12. Опока 7 с модельной плитой 6 на подмодельном щитке 5 удаляется на позицию протяжки модельного комплекта. Машина готова для уплотнения следующей полуформы.
Применение предлагаемой конструкции за счет сокращения операций и совмещения позволит увеличить производительность формовочных машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Установка для изготовления литейных форм импульсным способом | 1980 |
|
SU899235A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Формовочная машина | 1988 |
|
SU1519824A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
Использование: в литейном производстве при изготовлении разовых литейных форм. Сущность изобретения: формовочная машина содержит станину 1, подъемный стол 3, опорные колонны 2, на которых находятся импульсная головка 23, дозатор 9, выполненный подпружиненным относительно рамки 10 с возможностью вертикального перемещения в ее внутреннюю полость. 3 ил.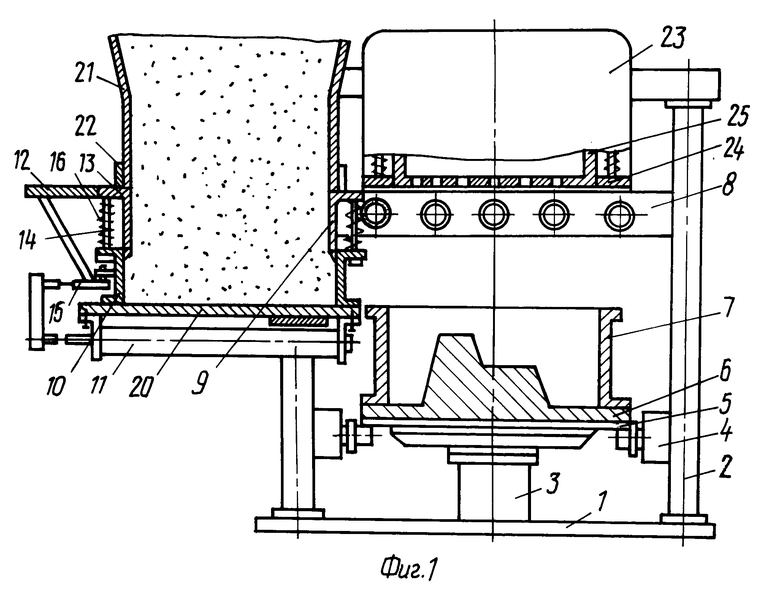
ФОРМОВОЧНАЯ МАШИНА для изготовления литейных форм, содержащая станину, подъемный стол, опорные колонны, на которых находятся импульсная головка, дозатор, наполнительная рамка, отличающаяся тем, что, с целью повышения производительности, дозатор подпружинен относительно наполнительной рамки и установлен с возможностью вертикального перемещения в ее внутреннюю полость.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
