(54) СПОСОБКОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
Известные способы контактной стыковой сварки, преимущественно стыковой сварки ; с предварительным подогревом, не обеслетавают стабильного качества сварного соедашения изделий, имеющих сложное поперечное сечение с большой разнотолщинностью i ;элементов по сечению (например, шпангоуты и изготавливаемых из материалов с высо :Кой теплопроводностью. Эти способы .малоэффективны при сВ-чрке тонких { § - 1. Mt) ;широкополосных лент (ширина 800 - 1000 i мм и выше) из-за того, что невозможно ; . :|равномерно нагреть свариваемые торцы, : |Увеличение установочного вылета и приме- Нение токоподподов с различной установоч-; Ьой длиной на отдельных участках не удовлетворяют технологическим требованиям, вызывают нарушение центровки, в особенности при сварке тонколистовых изделий и кольцевых изделий замкнутой формы пустотелого профиля, Кроме ТОГ1 , увеличение вылета вы-зьшает увелзгчение вторичного контура и приводит к нерациональному расходованию .мощности электроэнергии.
;вестных тем, целью повышения качеса ва сварки и расширения технологических | :возможностей сварочной машины, непосред-j ственно в процессе сварки производят измэ мнение суммарной длины концов свариваемыя faaroTOBOK, по которым протекает ток, при этом разогрев торцов заготовок производит :При большей суммарной длине заготовок, аТ. оплавление производят при оптимальных габаритах вторичного контура сварочной шины.
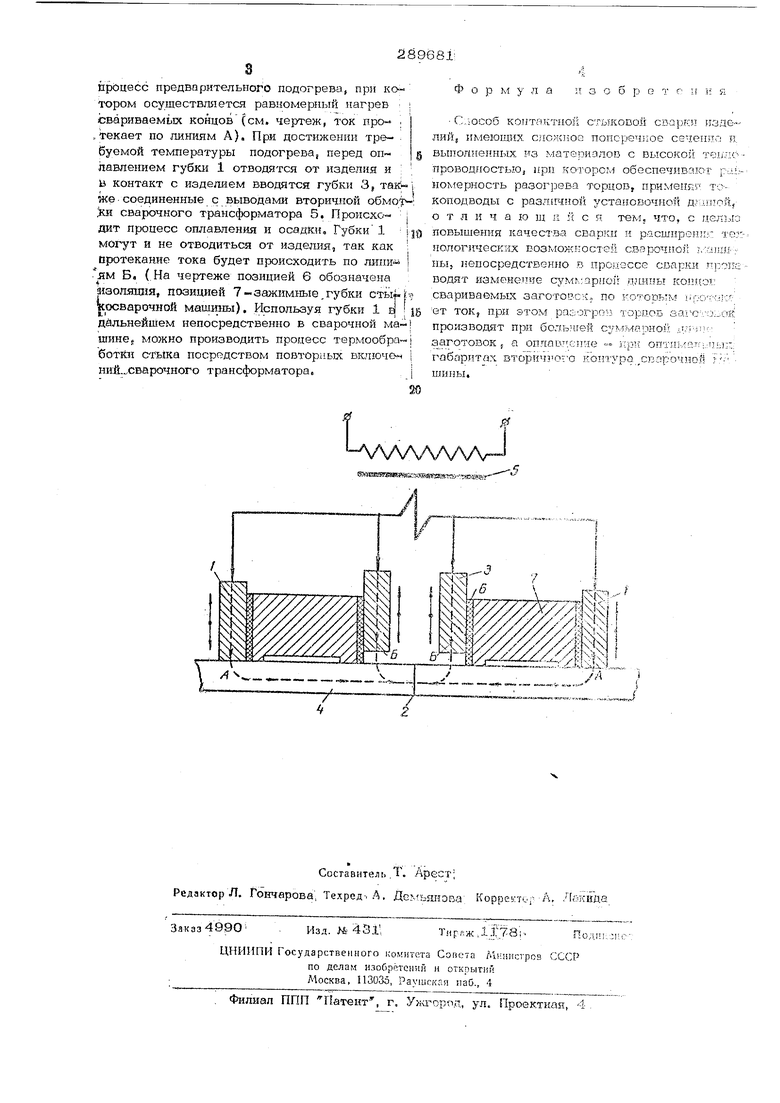
На чертеже дана схема с односторонни. Токоподводом. Принцип сварки остается co-j вершенно идентичным и при двухсторюннем токоподводе.
Сварку производят следующим образом. Первоначально в процессе зажатия Осущес вляют подвод тока через задние токоведу- i щие губки 1, расположенные от стьиса 2 на| расстоянии, определяемом конфигурацией свариваемого сечения и технологическими особенностями материала (обычно в два и более раза превышающим припуск на сварку), Передние губки 3 в это время изделия 4 ни касаются. В таком положении происходит
процесс предварительного подогрева, при ко тором осуществляется равномерный нагрев свариваемьк концов (см. чертеж, ток про- ;
, текает по линиям А). При достижении требуемой температуры подогрева, перед оплавлением губки 1 отводятся от изделия и ; Ij контакт с изделием вводятся губки 3, так-) же. соединенные с выводами вторичной си сварочного трансформатора 5. Происхо- j дат процесс оплавления и осадк:и. Губки 1 | могут и не отводиться от изделия, так как протекание тока будет происходить по липи- I
ям Б. (,На чертеже позицией б обозначена изоашпш, позицией 7-зажимные,губки , косварочной машшюы). Используя губки 1 в} | | дальнейшем непосредственно в сварочной ма шине можно производить процесс термообра-1 ботй сть1ка посредством повторных ыетючен | ний.„,сварочного трансформатора.
Фор м у л а
(./-особ контактпо 2 сть ково11 cDopKi изде-ЛИЙ, имеющих оюжноо попоречиое сечеппо и. выполненных из материалов с высокой теипс- проводностыо, при котором обеспечиваю - pdLИомерность разогрева торцов, примепкг то-коподводы с разл(гчно1| установочной д;иной, о т л и ч а ю ш и и с я тем, что, с нелЬио повышения качества сварки и расширени;.: те:- нолог гческих возможностей сзйрочпог т.ашнны, 1 епосредстБенно в прояэссе сварки водят изменет-ие сумг-.:арпой длины Konn.oi: свариваемых загото С: 5 по KOTOObifv ipo;:; :-; ет TOKj npi этом райогроц торп,оБ загс о.ок производят при больчгей сум -гарной ;д--:-1 и заготовок, а оплавгспне « при оптиьлйгп.: 1ь1::, габаритах вториппэго контура свзрочной г .- шины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ И ИЗМЕРЕНИЕМ ТЕМПЕРАТУРЫ ОБРАЗЦОВ ИЗДЕЛИЙ РАЗЛИЧНОГО СЕЧЕНИЯ | 2012 |
|
RU2504462C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU903026A1 |
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1459857A1 |
f
