fl
Изобретение относится к области сварки тонколистовых конструкций и в частности сильфонов.
Известен способ сварки деталей косвенной дугой, горящей между двумя электродами.
Однако этот способ непригоден для сварки тонколистовых конструкций и, кроме того, он малопроизводителен.
Отличием предложенного способа является то, что на свариваемые детали воздействуют боковой поверхностью дуги, каждую пару деталей изолируют и подключают к одному из электродов. Это позволяет за один проход сваривать несколько швов с одновременным повышением качества сварки.
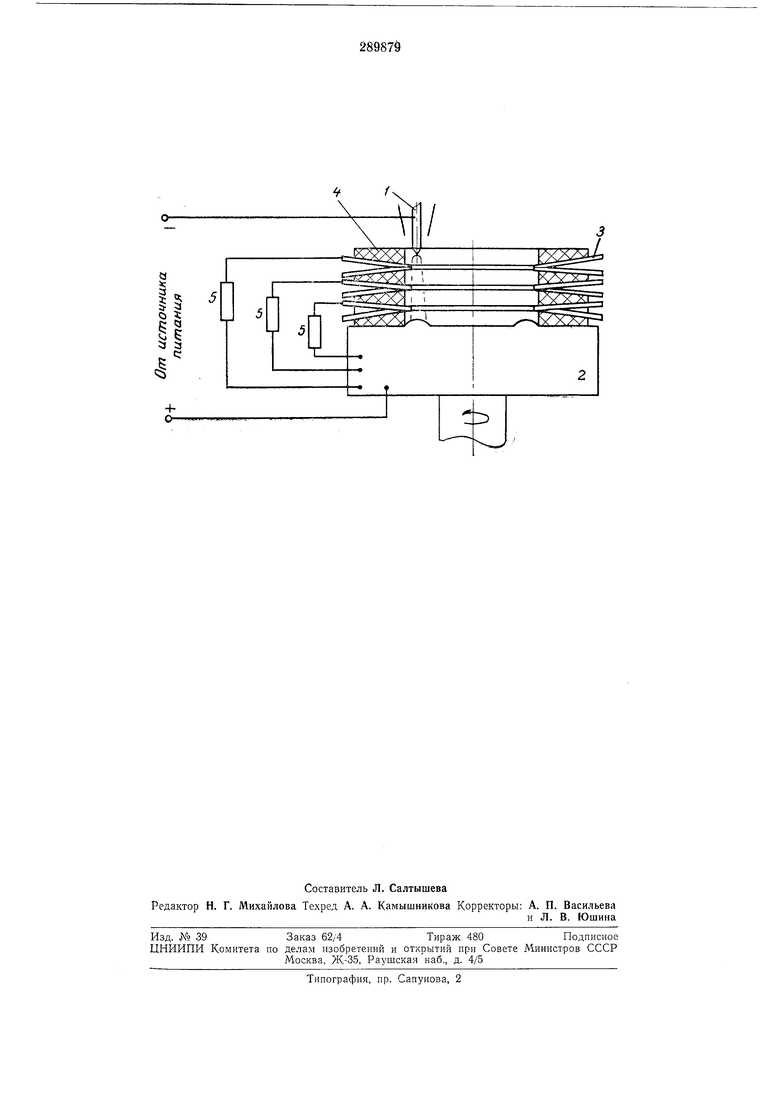
На чертеже представлена схема сварки тонколистовых конструкций ио предложенному способу.
Способ осуществляют следующим образом.
Дугу возбуждают между нижним электродом / и верхним электродом-подложкой 2 вблизи кромок свариваемых деталей 5, причем факел дуги должен касаться кромок изделий своей боковой поверхностью. Детали изолируют друг от друга и от подложки прокладками 4 из непроводящего материала. Каждое изделие соединяют через регулируемые сопротивления 5 с подложкой, и таким образом часть энергии дуги по указанным дополнительным цепям отводят в свариваемые детали. Сопротивления в цепях - регулируемые, и поэтому энергию, необходнмую для получения шва, дозируют с их помощью. При перемещеНИИ изделий или горелки сварные швы образуются сразу на всех деталях за один проход.
Предлагаел Ь й способ сварки позволяет использовать разряд больщой мощности, обладающий устойчивостью, для сварки тонколистовых конструкций за счет использования части его энергии. Энергию, необходимую для образования сварного соединения, легко контролировать, что дает возможность уменьшить процент брака нрн изготовлении подобHEiix конструкций но сравнению с использованием для этих нелей малоамперных дуг.
Способ можно применить при сварке сильфонов и других тонколистовых конструкций.
Предмет изоб.ретения
Способ сварки деталей косвенной дугой, горящей между двумя электродами, отличающийся тем, что, с целью повышения производнтелыюсти и качества при сварке сильфонов, на свариваемые детали воздействуют боковой поверхностью дуги, каждую пару деталей изолируют и подключают к одному из электроР.ОВ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ИЗДЕЛИЯ | 2011 |
|
RU2492977C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ сварки тонколистовых материалов | 1976 |
|
SU629027A1 |