Изобретение относится к способу дополнительного уплотнения бетона сборных конструкций с применением обжатия.
Известны способы обжатия бетонной смеси, уложенной в форму, при изготовлении строительных изделий с пустотами посредством воздействия на смесь усилий, передаваемых со стороны стенок формы.
По предложенному способу для обеспечения возможности обжатия изделий в двух взаимно перпендикулярных направлениях уложенную в форму смесь подвергают обжатию со стороны открытой поверхности в вертикальном направлении в течение 2-3 час с последующим одновременным воздействием на бетонную смесь усилиями в горизонтальном направлении изнутри каждой полости в течение 10-20 час.
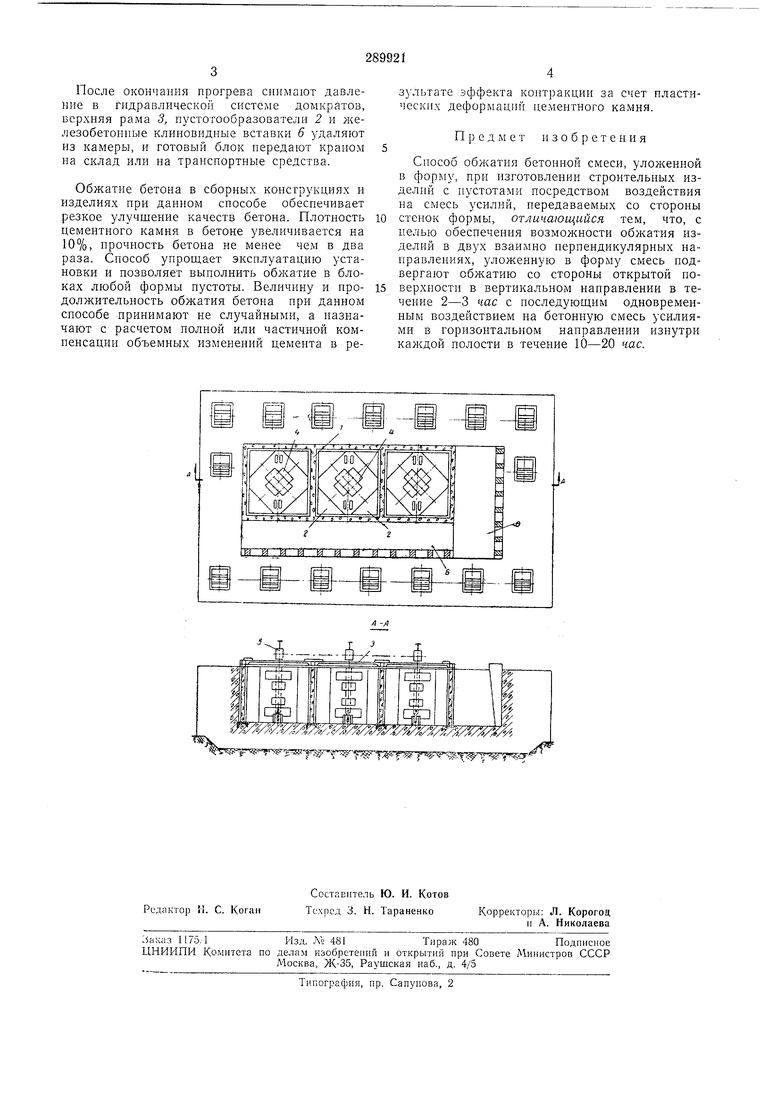
Сущность способа поясняется чертежом.
Обжатие бетонной смеси 1 в изделиях может быть осуществлено с помощью раздвижных иустообразователей 2 и верхней рамы 3, перемещаемых домкратами 4 и 5. Давление от пустотообразователей 2 осуществляется в двух направлениях: но нормали к стенке блока и вдоль нее. От верхней рамы 3 давление передается в плоскости, нормальной к двум другим направлениям обжатия.
стенками камеры обжатий и пустотообразователей, сверху бетона укладывают металлическую раму 3 и притягивают домкратами 5 к основанию стенда. Этой первой операцией достигают обжатия бетона в блоке в вертикальном направлении. После такого одностороннего обжатия в течение 2-3 час дополнительно вводят в работу и горизонтальные домкраты 4, раздвигающие уголки пустотообразователей 2 и обеспечивающие обжатие бетона еще в двух направлениях. Общая продолл ительность обжатия в этой стадии может быть различной (от 10 до 20 час) и зависит от топкости помола цемента. Интенсивность
обжатия по всем направлениям иринимается 10-20 кг/см-.
В следующей стадии обжатия, сохраняя принятую интенсивность, производят электропрогрев бетона в блоке с иовыщением температуры бетона через 3-4 час до 150°С при общей продолжительности прогрева 8-16 час. Режим обжатия уточняют в кал.дом случае в зависимости от применяемого цемента, толщпны обжимаемых стенок и требований в отношении качеств бетона. Положительный эффект обжатия цементного камня в бетоне тем выще, чем большее количество микропустот, вызываемых эффектом контракции, может
После окончания прогрева снимают давление в гидравлической системе домкратов, верхняя рама 3, пустотообразователи 2 и железобетонные клиновидные вставки 6 удаляют из камеры, и готовый блок нередают краном на склад или на транспортные средства.
Обжатие бетона в сборных конструкциях и изделиях при данном способе обеспечивает резкое улучшение качеств бетона. Плотность цементного камня в бетоне увеличивается на 10%, прочность бетона не менее чем в два раза. Способ упрощает эксплуатацию установки и позволяет выполнить обжатие в блоках любой формы пустоты. Величину и продолжительность обжатия бетона при данном способе принимают не случайными, а назначают с расчетом полной или частичной комненсации объемных изменений цемента в результате эффекта контракции за счет пластических деформаций цементного камня.
Предмет изобретения
Способ обжатия бетонной смеси, уложенной в форму, при изготовлении строительных изделий с пустотами посредством воздействия на смесь усилий, передаваемых со стороны
стенок формы, отличающийся тем, что, с целью обеспечения возможности обжатия изделий в двух взаимно перпендикулярных направлениях, уложенную в форму смесь подвергают обжатию со стороны открытой поверхности в вертикальном нанравлении в течение 2-3 час с последующим одновременным воздействием на бетонную смесь усилиями в горизонтальном направлении изнутри каждой полости в течение 10-20 час.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИБРОЦЕМЕНТНЫХ КОМПОЗИЦИЙ | 2005 |
|
RU2303022C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСУЩИХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2016 |
|
RU2643055C1 |
| Способ формования бетонных изделий | 2022 |
|
RU2778921C1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО БЕТОНОВ, ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ | 1996 |
|
RU2107783C1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО БЕТОНОВ, ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ | 1996 |
|
RU2107784C1 |
| Технологическая линия для виброэлектробетонирования изделий | 1985 |
|
SU1588552A1 |
| Способ изготовления бетонных пустотных изделий | 1979 |
|
SU870154A1 |
| Способ формования железобетонных изделий в коробчатой скользящей опалубке и устройство для его осуществления | 1985 |
|
SU1350018A1 |
| Способ образования пустот в прессуемых изделиях | 1981 |
|
SU1006228A1 |
(
,
