Известны способы изготовления армированных металлической проволокой труб путем налютки пропитанной смолой бумаги и предварительно напряженной проволочной арматуры на оправку, термической и механической обработки труб.
Цель изобретения - увеличить прочность и жесткость труб. Достигается это тем, что армирование производят проволокой, нагретой до температуры, превышающей температуру термообработки трубы, и на армирующей проволоке надсекают заусеницы, располагаемые при намотке проволоки на трубу радиально.
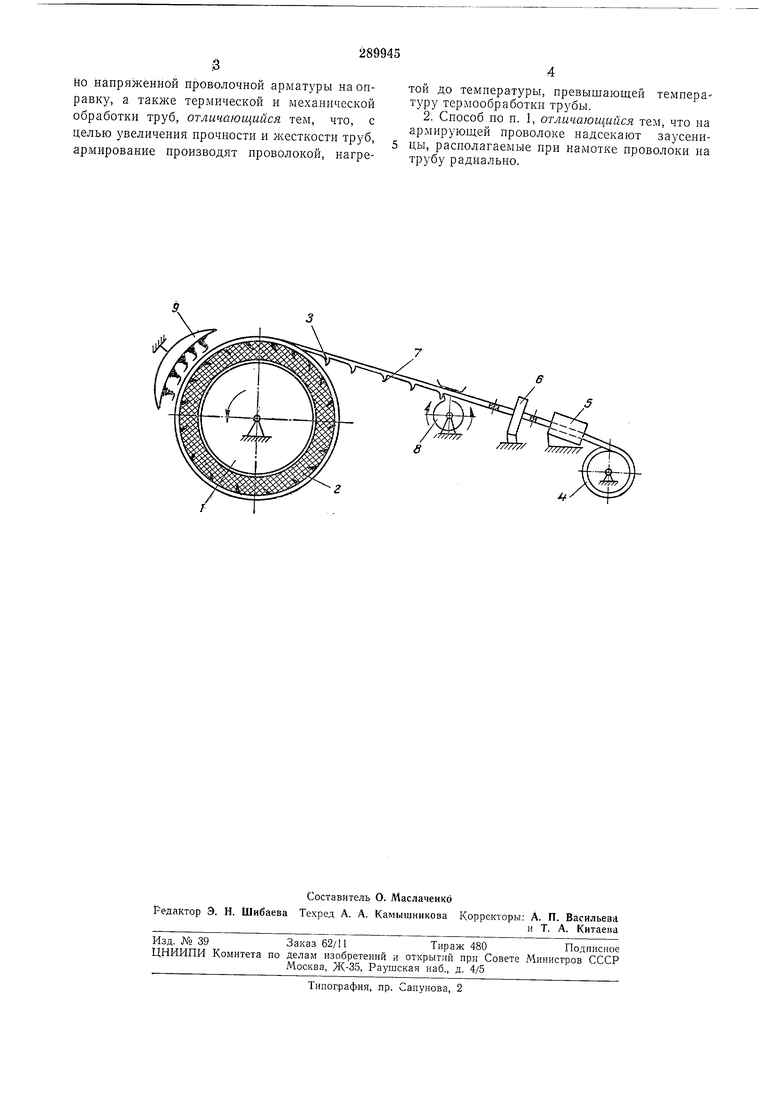
На чертеже изображена схема осуществлення способа.
На металлическую оправку / наматывают слои бумаги 2, пропитанные бакелитовой смолой (с 40%-ным содержанием смолы). Известным способом, после намотки до необходимой толщины пропитанной бумаги, наматывают стальную проволоку 3, которую под натяжением 200-210 кг/мм укладывают плотно друг к другу на поверхность намотки. Между отпускным (натяжным) механизмом 4 проволоки установлен нагреватель 5 (например, нагрев осуществляют током высокой частоты). Который нагревает нроволоку до температуры 600-800°С. Затем нроволоку пропускают через фнльеру 6, после которой она выходит квадратного сечения, строго ориентированная
по плоскостям относительно поверхности намотки. Фильера одновременно создает необходимый натяг. На квадратной проволоке, со стороны, прилегающей к поверхности намотки, надсекают заусеннцы 7 при помощи устройства 8 барабанного типа с ножами, вращающегося синхронно с наматываемой проволокой. Острия заусениц ориентируются радиально относительно наматываемой поверхности.
На участке между фильерой и точкой касания проволоки бумажно-бакелнтовой поверхности проволока охлаждается до температуры 170-180°С, и эту температуру поддерживают рефлектором 9 в течение всего процесса намотки.
При термообработке бумажно-бакелитовые слои прогреваются до температуры 110- 120°С, а проволока охлаждается на 50-60°С, что обеспечивает подпрессовку бумажно-бакелитового слоя, а образующиеся при этом летучие беспрепятственно выходят в зазоры между витками прово„1оки, что и обеспечивает необходимую прочность и модуль упругости бумажно-бакелитового слоя.
Предмет изобретения
йо напряженной нроволочной арматуры на оправку, а также термической и механической обработки труб, отличающийся тем, что, с целью увеличения прочности и жесткости труб, армирование производят проволокой, нагретой до температуры, превышающей температуру термообработки трубы.
2. Способ по п. 1, отличающийся тем, что на армируюпдей проволоке надсекают заусеницы, располагаемые при намотке проволоки на трубу радиально.