Изобретение относится к области электрической сварки плавлением и может быть использовано при электрошлаковой сварке плавящимся мундштуком практически любой толш;ины металла с получением заданных геометрических размеров готового сварного изделия, а также металлов и сплавов, обладаюш:их низкой пластичностью и требующих предварительного и сопутствующего подогрева для предотвращения образования холодных трещин.
Известен способ электрошлаковой сварки плавящимся мундштуком, который получил в последнее время широкое распространение.
Однако при электрошлаковой сварке этим способом не всегда удается получить высокую точность геометрических размеров сварной заготовки даже с применением известного способа дозированного противодействия.
Из практики известно, что в результате угловых деформаций свариваемых частей в нижней части щва возникают значительные растягивающие напряжения. Эти напряжения в случае электрошлаковой сварки малопластичных материалов могут привести к образованию холодных трещин. Во избежание появления таких трещин обычно применяют дорогостоящие предварительный и сопутствующий подогревы. Опыт показал, что если в этом случае свариваемые части закрепить
достаточно жестко, то электрошлаковую сварку можно производить без подогрева, не опасаясь появления холодных трещин. Однако ни один из уже существующих способов
закрепления деталей не позволяет получить требуемое закрепление при электрошлаковой сварке плавящимся мундштуком.
С целью обеспечения высокой точности геометрических размеров сварной заготовки, а
также возможности отказа в некоторых случаях от применения сложного и дорогостоящего подогрева предлагается снабдить корпус плавящегося мундщтука изолированными от него элементами жесткости. Длина металлических элементов выбирается в зависимости от минимально допусти.мой (исходя из условий устойчивого протекания электрошлакового процесса) величины сварочного зазора и составляет 30-40 мм.
Элементы жесткости располагают с равномерным интервалом по высоте и ширине корпуса.
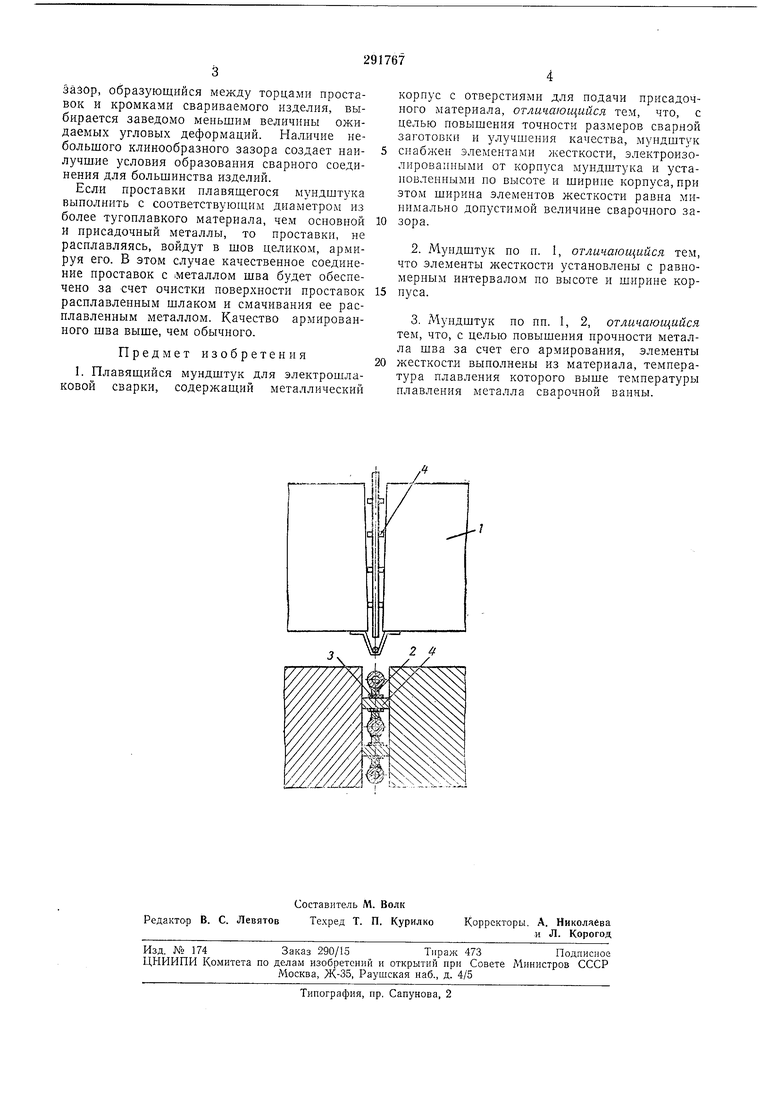
Предложенный мундштук изображен на чертеж:е, где 1 - свариваемые детали; 2 -
корпус мундштука; 3 - изоляционные прокладки; 4 - элементы жесткости. зазор, образующийся между торцами проставок и кромками свариваемого изделия, выбирается заведомо меньшим величины ожидаемых угловых деформаций. Наличие небольшого клинообразного зазора создает наи- 5 лучшле условия образования сварного соединения для большинства изделий. Если проставки плавяшегося мундштука выполнить с соответствующим диаметром из более тугоплавкого материала, чем основной 10 Н присадочный металлы, то проставкн, не расплавляясь, войдут в шов целиком, армируя его. В этом случае качественное соединение цроставок с металлом шва будет обеспечено за счет очистки поверхности проставок 15 расплавленным шлаком и смачивания ее расплавленным металлом. Качество армированного шва выше, чем обычного. Предмет изобретения 1. Плавящийся мундштук для электрошлаковой сварки, содержащий металлический 20 корпус с отверстиями для подачи присадочного материала, отличающийся тем, что, с целью повышения точности размеров сварной заготовки и улучшения качества, мундштук снабжен элементами жесткости, электроизолироваиными от корпуса мундштука и установленными по высоте и ширине корпуса, при этом ширина элементов жесткости равна минимально допустимой величине сварочного зазора. 2. Мундштук по п. 1, отличающийся тем, что элементы жесткости установлены с равномерным интервалолМ по высоте и ширине корнуса. 3. Мундштук по пп. 1, 2, отличающийся тем, что, с целью повышения прочности металла шва за счет его армирования, элементы жесткости выполнены из материала, температура плавления которого выше температуры плавления металла сварочной ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| Способ электрошлаковой сварки | 1977 |
|
SU1052356A1 |
| Способ электрошлаковой сварки в нижнем положении | 1991 |
|
SU1816251A3 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| Способ электрошлаковой сварки высокотеплопроводных материалов | 1980 |
|
SU929368A1 |
