Изобретение относится к области сварки плавлением и может быть применено при заварке сквозных отверстий, глухих полостей дефектов литья, при ремонте трубных отверстий барабанов, котлов и т. д.
При электрошлаковой заварке крупных полостей, у которых высота отверстия невелика, наблюдается большой провар кромок, увеличивающийся кверху, что объясняется наличием большого количества расплавленного шлака и металла, небольшой скоростью сварки и малой высотой завариваемого отверстия.
Известны способы электрошлаковой сварки, позволяюш,ие уменьшить провар кромок, например сварка с периодическим отключением сварочного тока для повышения качества сварного соединения вследствие уменьшения доли участия основного металла в сварном шве или сварка с предварительным наведением шлаковой ванны и с приданием электроду движения по спирали. Однако эти способы не позволяют избавиться от неравномерного провара кромок, увеличиваюш,егося кверху.
При заварке отверстий это обстоятельство сильно затрудняет сварку, так как с увеличением провара изменяется доля основного металла в шве (в сторону увеличения), что может привест1И к воздикновению горячих трещ,ин в центральной части шва.
Если в качестве выводных планок применять медную водоохлаждаемую надставку, то во время окончания сварки, когда шлаковая ванна выходит в надставку, в результате интенсивного охлаждения шлаковой ванны наблюдается резкое сужение провода, что ведет к появлению шлаковых включений и трещин в верхней части шва. Отличием предлагаемого способа электрошлаковой сварки является то, что внутри плавящегося мундштука, выполненного полым, размещают неподвплСный электрически изолированный от изделия и мундштука металлический стержень переменного сечения, при
этом часть стержня с увеличенным сечением располагают в зоне ожидаемого теплового перенасыщения. Это улучшает качество сварного шва. Предлагаемый способ поясняется чертежом.
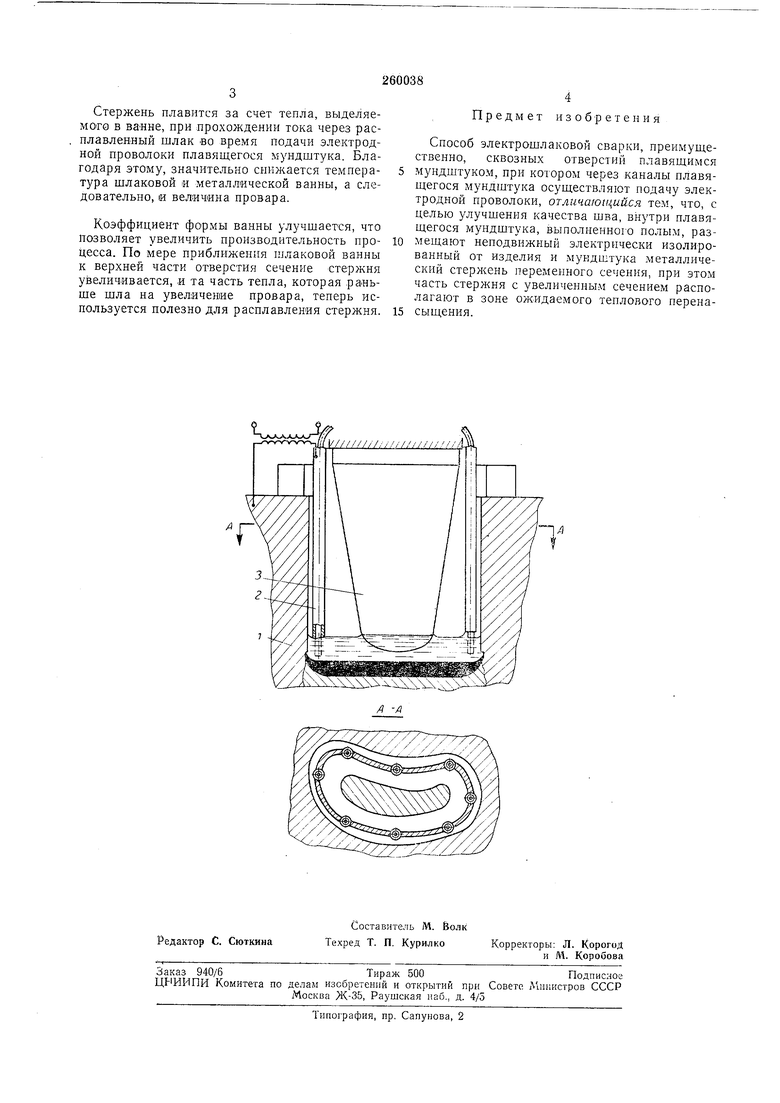
По центру завариваемого отверстия (в зоне максимальных температур) помещают один или несколько неподвижных электрически изолированных от изделия 1 и плавящегося мундштука 2 металлических стержней 3 переменного, увеличивающегося кверху сечения. При этом илавящийся мундщтук располагают непосредственно вокруг стержня по кривой, повторяющей форму отверстия. Конус металлического стержня может быть рассчитан или поСтержень плавится за счет тепла, выделяеMOTQ в ва«не, при прохождении тока через расплавленный шлак во время подачи электродной проволоки плавящегося мундштука. Благодаря этому, значительно снижается температура шлаковой и металлической ванны, а следовательно, и величина провара.
Коэффициент формы ванны улучшается, что позволяет увеличить производительность процесса. По мере приближения шлаковой ванны к верхней части отверстия сечение стержня увеличивается, и та часть тепла, которая раньше шла на увеличение провара, теперь используется полезно для расплавления стержня.
Предмет изобретения
Способ электрошлаковой сварки, преимуш,ественно, сквозных отверстий плавяшимся
мундштуком, при котором через каналы плавяш;егося мундштука осуш.ествля1от подачу электродной проволоки, отличающийся тем, что, с целью улучшения качества шва, внутри плавящегося мундштука, выполненного полым, размещают неподвижный электрически изолированный от изделия и мундштука металлический стержень переменного сечения, при этом часть стержня с увеличенным сечением располагают в зоне ожидаемого теплового перенасыщения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Плавящийся мундштук | 1976 |
|
SU580964A1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU338328A1 |
