Данная технология сварки относится к областям машиностроения и электромашиностроения, предназначена для механизированной дуговой сварки плавящимся электродом (МАДП/GMAW) в инертном газе и может быть использована для вакуумно-плотной сварки деталей.
Известен способ дуговой сварки плавящимся электродом в защитном газе стыковых соединений алюминиевых сплавов большой толщины, при котором выполняют Х-образную разделку свариваемых кромок с двусторонним симметричным криволинейным скосом - тип С26 (Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. - Основные типы, конструктивные элементы и размеры. ГОСТ 14806-80. М: Издательство стандартов. 1980. С. 18). Разделка кромок под сварку предусматривает притупление размером не менее 8 мм и радиус закругления равный 10 мм при угле раскрытия кромок 15°.
Недостатком способа является то, что при сварке больших толщин отсутствует свободный доступ сварочной горелки к свариваемым кромкам, вследствие чего сварщик не может полноценно контролировать процесс сварки: увеличивается вылет электродной проволоки, что приводит к блужданию дуги по кромкам и неполному их проплавлению. Последующее удаление корня шва и заполнение образовавшейся разделки присадочным металлом не гарантирует исключение непроваров в центральной части сварного соединения, что является недопустимым, так как приводит к снижению качественных характеристик сварных соединений.
Наиболее близким к заявляемому решению является способ импульсно-дуговой сварки плавящимся электродом алюминиевых сплавов (патент РФ №2553769. МПК В23K 9/09, В23K 33/00. В23K 103/10, опубликован 26.06.2015 Бюл. №17). Формируют X-образный профиль свариваемых кромок и выполняют многопроходную сварку с утолщением шва. Каждая из кромок содержит центральный линейный участок, соединенный дугообразными участками с наклоненными линейными наружными участками. Дугообразный участок выполняют радиусом R=(0,30÷0,50)β, толщину центрального линейного участка выполняют в пределах с=(0,05÷0,10)β, где β - толщина свариваемых кромок.
Недостатком данного решения является то, что при сварке деталей большой толщины из алюминиевого-магниевого сплава, с учетом заданных параметров разделки кромок, площадь сечения сварного шва достигает таких значений, при которых происходит увеличение расхода присадочного металла, увеличение тепловложений, увеличение количества сварных проходов, которые способствуют появлению остаточных деформаций, несплавлений, непроваров, трещин и пор.
Задачей заявляемою способа является оптимизация геометрических параметров разделки кромок при сварке крупногабаритных деталей из алюминиевого-магниевого сплава с целью получения качественного вакуумно-плотного сварного соединения.
При использовании изобретения достигается следующий технический результат:
- получение вакуумно-плотного сварного соединения;
- минимизация деформаций свариваемых деталей в процессе сварки;
- обеспечение точных геометрических параметров свариваемых деталей после сварки;
- осуществление сварки крупногабаритных деталей.
Для решения указанной задачи и достижения технического результата заявляется способ импульсно-дуговой сварки плавящимся электродом алюминиево-магниевого сплава, включающий формирование Х-образного профиля свариваемых кромок. Каждая из кромок содержит центральный линейный участок, соединенный дугообразными участками с наклонными линейными участками. Способ включает выполнение многопроходной сварки с утолщением шва. Каждый из наклонных линейных участков выполняют с дополнительными скосами, при этом углы наклона этих скосов выбирают в зависимости от толщины свариваемых деталей. На центральном линейном участке выполняют фаску. Свариваемые детали устанавливают на позиционер, а перед сваркой корневого прохода производят установку съемной подкладки со стороны фасок центральных линейных участков. Сварные проходы выполняют по заданному алгоритму с последовательной переориентацией свариваемых деталей. Съемную подкладку выполняют из материала с температурой плавления выше, чем у свариваемых деталей. Сварку осуществляют с предварительным и сопутствующим подогревом зоны сварки. При сварке крупногабаритных деталей процесс ведут при tвозд.=20…30°C и относительной влажности воздуха 50-65%.
Выполнение каждого из наклонных линейных участков с дополнительными скосами и выбор угла наклона этих скосов, в зависимости от толщины свариваемых деталей, позволяет выполнить сварку крупногабаритных деталей из алюминиевого-магниевого сплава, при этом получить вакуумно-плотное сварное соединение и обеспечить точные геометрические параметры свариваемых деталей после сварки. За счет достижения оптимальной площади сечения сварного шва, сравнительно небольшого количества сварных проходов, уменьшается возможность появления остаточных деформаций, несплавлений, непроваров, трещин и пор.
Выполнение фаски на центральном линейном участке позволяет достичь наилучшего формирования корневого прохода, соответственно и всего сварного шва. что способствует получению вакуумно-плотного сварного соединения.
Установка свариваемых деталей на позиционер позволяет достичь (требуемых) точных геометрических параметров после сварки, за счет жесткой фиксации свариваемых деталей и их позиционирования между собой с высокой точностью под геодезическим контролем, а также данный позиционер позволяет производить сварку крупногабаритных деталей.
Установка съемной подкладки со стороны фасок центральных линейных участков перед сваркой корневою прохода препятствует вытеканию расплавленного материала при выполнении корневого прохода, обеспечивая тем самым наилучшее его формирование, соответственно и всего сварного шва, что способствует получению вакуумно-плотного сварного соединения.
Выполнение сварных проходов по заданному алгоритму с последовательной переориентацией свариваемых деталей обеспечивает достижение точных геометрических параметров свариваемых деталей после сварки за счет максимально плавного проплавления свариваемых деталей с двух сторон, соответственно деформации в данном случае минимальны.
Применение съемной подкладки из материала с температурой плавления выше, чем у свариваемых деталей способствует беспрепятственному ее удалению после выполнения корневого прохода, а также обеспечению несплавления с материалом свариваемых деталей, тем самым обеспечивается наилучшее формирование корневого прохода.
соответственно и всего сварного шва, что способствует получению вакуумно-плотного сварного соединения.
Осуществление сварки с предварительным и сопутствующим подогревом зоны сварки позволяет термически обработать края свариваемых крупногабаритных деталей из алюминиевого-магниевого сплава и достичь требуемых характеристик, необходимых для обеспечения оптимальных режимов сварки, за счет этого можно исключить появления в вакуумных-плотных соединениях несплавлений, непроваров, трещин и пор.
За счет постоянства значений tвозд.=20…30°C и относительной влажности воздуха 50-65% в процессе сварки крупногабаритных деталей обеспечивается получение качественного вакуумно-плотного сварного шва, сохранение точных геометрических параметров свариваемых деталей после сварки.
Сущность изобретения поясняется чертежами.
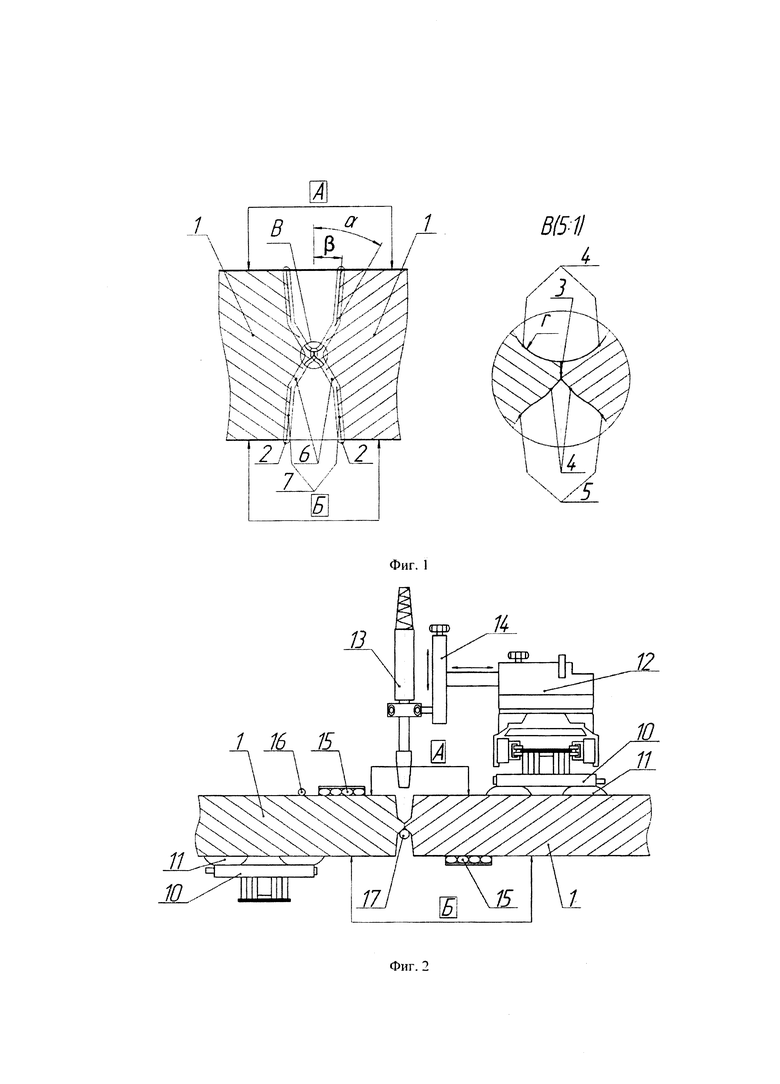
На фиг. 1 изображена геометрия разделки кромок, где:
1 - свариваемая деталь;
2 - разделка кромки;
3 - центральный линейный участок;
4 - фаска;
5 - дугообразный участок;
6 - наклонный линейный участок;
7 - дополнительный скос.
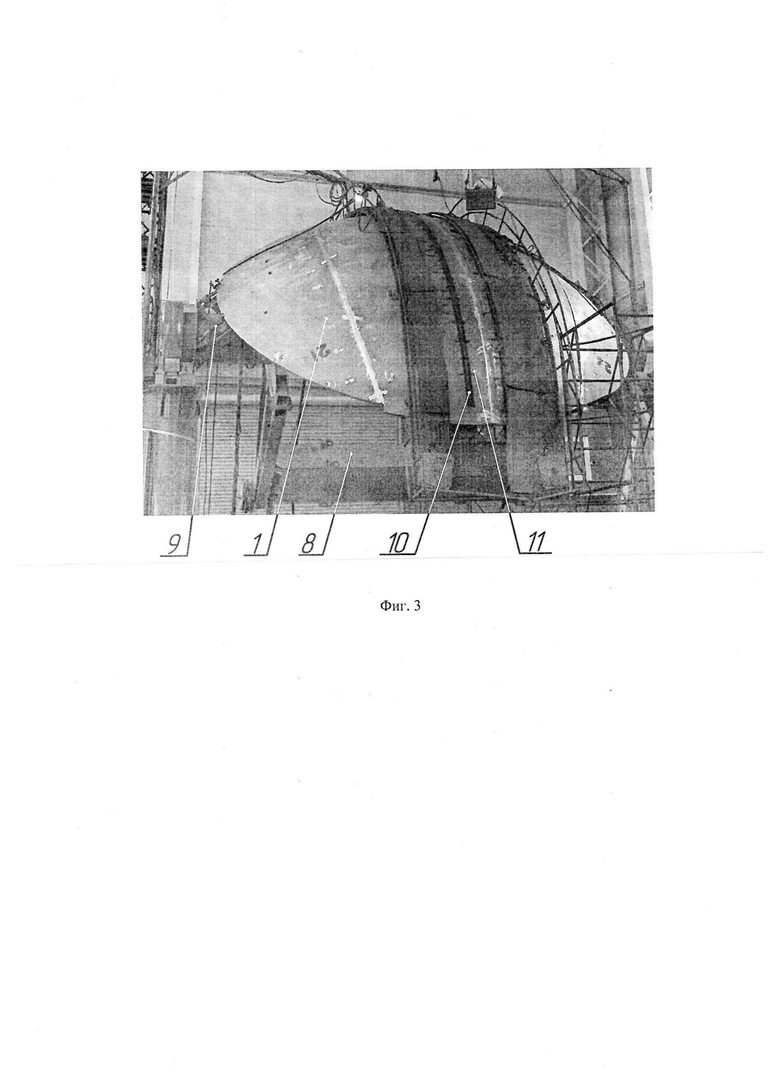
На фиг. 2 изображено используемое при сварке деталей и размещаемое на них оборудование, где:
1 - свариваемая деталь;
10 - гибкая направляющая;
11 - вакуумная присоска;
12 - самоходный сварочный трактор;
13 - сварочная горелка;
14 - четырехходовой держатель;
15 нагревательный коврик;
16 - термопара;
17 - съемная подкладка.
На фиг. 3 изображен позиционер с установленными на него свариваемыми деталями, где:
1 - свариваемая деталь;
8 - позиционер;
9 - специальный домкрат;
10 - гибкая направляющая;
11 - вакуумная присоска.
Способ импульсно-дуговой сварки плавящимся электродом реализуется следующим образом.
На свариваемых деталях 1 из алюминиево-магниевого сплава по боковым кромкам выполняют разделку кромок 2, причем каждая из разделки кромок 2 содержит центральный линейный участок 3, с выполненной на нем фаской 4, а сам центральный линейный участок 3 соединен дугообразными участками 5, радиус которых равен г, с наклонными линейными участками 6, выполненные под углом α. которые в свою очередь содержат дополнительные скосы 7. выполненные под углом β. После выполнения разделки кромок 2 и перед установкой свариваемых деталей 1 на позиционер 8 они подвергаются визуально-измерительному контролю.
Далее производится сборка сварного соединения на позиционере 8 так, что при смыкании двух свариваемых деталей 1 образуется Х-образный профиль и обеспечивается отсутствие зазоров между торцами двух свариваемых деталей 1, перепады плоскостей двух свариваемых деталей 1 соответствующие требованиям рабочей конструкторской документации. Зазор между двумя свариваемыми деталями 1 выбирается за счет хода специальных домкратов 9 позиционера 8.
Сварка деталей осуществляется с помощью установки механизированной сварки, системы предварительного и сопутствующего подогрева, размещаемых на поверхностях свариваемых деталей 1 со сторон (А) и (Б). При этом установка механизированной сварки устанавливается на свариваемые детали 1 со сторон (А) и (Б) при помощи гибких направляющих 10 в комплекте с вакуумными присосками 11. Гибкие направляющие 10 точно располагают (параллельно) по отношению к разделке кромок 2. На гибкие направляющие 10 со стороны выполнения первого сварного прохода крепится самоходный сварочный трактор 12 и тележка для подающего устройства. Для надежной и точной фиксации сварочной горелки 13 под заданным углом, а также точке по отношению к свариваемой поверхности, на самоходном сварочном тракторе 12 используется четырехходовой держатель 14 сварочной горелки 13 с обязательной фиксацией всех его стопоров. Перед началом проведения сварочных работ, тонкие настройки в процессе сварки корректируются линейными слайдерами поперечного и вертикального перемещения. Размещение системы предварительного и сопутствующего подогрева на свариваемые детали 1 со сторон (А) и (Б) выполняется путем выкладывания нагревательных ковриков 15 вдоль разделки кромок 2 на заданном расстоянии от торца свариваемых деталей 1. Крепеж нагревательных ковриков 15 производится тремя алюминиевыми скобами Г-образного профиля, скобы привариваются в непосредственной близости от нагревательного коврика 15, упираясь в его изоляционную пластину, термопары 16 выставляются вдоль закрепленных нагревательных ковриков 15. крепеж-термопар 16 производится алюминиевой Г-образной скобой, в резьбовое отверстие которой вворачивается крепежный болт. После выполняется непосредственно сам процесс сварки деталей, причем сварка осуществляется в постоянных климатических условиях. Сварка деталей в зависимости от толщины свариваемых деталей 1 выполняется с определенным количеством проходов, при этом проходы выполняются по заданному алгоритму с последовательной переориентацией свариваемых деталей 1 с помощью позиционера 8 со стороны (А) на сторону (Б). Все сварные проходы производятся согласно технологической карте (ТК). в которой для каждого прохода прописаны свои технологические параметры сварки.
Для формирования корневого прохода на стороне (А), на стороне (Б) со стороны фаски 4 выполняется установка съемной подкладки 17. Далее производится предварительный подогрев свариваемых деталей 1. который переходит в характер сопутствующего, после этого выполняется непосредственно сама сварка согласно алгоритму.
Испытания приведенного выше способа проводились на деталях со сферическим профилем радиуса 5000 мм. длинной 7000 мм. шириной 2000 мм и толщиной 100 мм из алюминиевого-магниевого сплава АМг5.
Разделки кромок 2 для данной толщины свариваемых деталей 1 выполнялись со следующими геометрическими параметрами:
- центральный линейный участок 3, 4 мм;
- фаска 4, 2 мм × 1.82 мм;
- радиус дугообразных участков 5, r=6 мм;
- угол выполнения наклонных линейных участков 6, α=30°;
- угол выполнения дополнительных скосов 7, β=10°.
Для подтверждения соответствия установленным конструктивным требованиям производился контроль геометрии разделки кромок 2 с использованием приборов и инструментов:
-луп измерительных;
- штангенциркулей;
- линеек измерительных металлических;
- угломеров;
- угольников;
- щупов.
Установка свариваемых деталей 1 на позиционер 8 осуществлялась с обеспечением:
- отсутствия зазора между торцами двух деталей;
- отсутствие перепадов плоскостей двух деталей;
- допуска радиуса сферы ±10 мм.
Далее производилась установка на свариваемые детали 1 системы предварительного и сопутствующего подогрева и установки механизированной сварки. Причем нагревательные коврики 15 выкладывались вдоль разделки кромок 2 на расстоянии 80 мм от торца свариваемых деталей 1, а термопары 16 выставлялись вдоль закрепленных нагревательных ковриков 15 на расстоянии 250 мм.
Сварка осуществлялась в постоянных климатических условиях при t=23±l°C и относительной влажности воздуха 60%. в 68 проходов, при этом на стороне (А) выполнялось 33 прохода, а на стороне (Б) 35 проходов. Все сварные проходы производились согласно технологической карте (ТК), в которой для каждого прохода были прописаны свои технологические параметры сварки. Диаметр и угол наклона сопла горелки 13. скорость подачи сварочной проволоки выбирались индивидуально для каждого прохода.
В таблицах 1 и 2 технологические параметры сварки на проходе №1 (корневой проход) и на проходе №68 (последний проход).


Для формирования корневого прохода №1 на стороне (А), на стороне (Б) со стороны фаски 4 выполнялась установка съемной подкладки 17 ∅22 мм из материала с температурой плавления выше, чем у АМг5. Далее производился предварительный подогрев свариваемых деталей 1 до 75°С, который переходил в характер сопутствующего с температурой 50-55°С, после этого происходила сварка корневого прохода согласно ТК при вертикальном расположении сварочной горелки 13 относительно поперечной плоскости свариваемых деталей 1 и под углом 70° по отношению к сварному шву (углом вперед), расстояние от сопла горелки 13 до поверхности свариваемых деталей 1 12-15 мм, для сварки корневого прохода использовалось сопло диаметром 13 мм и длиной 66 мм. После сварки прохода №1, шов зачищался по всей длине, по завершении зачистки производился визуально-измерительный контроль, все выявленные дефекты удалялись с помощью бор-фрез с последующей зачисткой по всей длине сварного соединения. Далее производилась сварка проходов с №2 по №6 на стороне (А) согласно ТК, между проходами производилась зачистка по всей длине сварного соединения, визуально-измерительный контроль в объеме 100% и удаление дефектов, по достижении угловой деформации 9 мм в свариваемой конструкции, свариваемые детали 1 подготавливались к перевороту со стороны (А) на строну (Б) при помощи позиционера 8. для этого отключалась система предварительно и сопутствующего подогрева, производился демонтаж самоходного сварочного трактора 12 и подающего устройства, после переворота со стороны (А) на сторону (Б) для проведения дальнейших работ удалялась съемная подкладка 17 и производилось удаление корневого шва со стороны (Б) на 8 мм и его зачистка по всей длине, далее на сторону (Б) крепился самоходный сварочный трактор 12, подающее устройство и включалась система предварительного и сопутствующего подогрева, сварка прохода №1 на стороне (Б) осуществлялась согласно ТК с индивидуальным подходом для выбора угла наклона сварочной горелки 13. после сварки прохода, шов зачищался по всей длине, по завершении зачистки производился визуально-измерительный контроль, все выявленные дефекты удалялись с помощью бор-фрез с последующей зачисткой по всей длине сварного соединения, далее производилась сварка проходов с №2 по №9 согласно ТК на стороне (Б) с индивидуальным подходом для выбора угла наклона сварочной горелки 13. между проходами производилась зачистка по всей длине сварного соединения, визуально-измерительный контроль в объеме 100% и удаление дефектов, по достижении угловой деформации 5 мм в свариваемой конструкции, свариваемые детали 1 подготавливались к перевороту со стороны (Б) на строну (А) при помощи позиционера 8. отключение, съем и установка оборудования происходил в том же порядке, что и при перевороте со стороны (А) на сторону (Б), после переворота со стороны (Б) на сторону (А) производилась зачистка проходов №5 и №6 на стороне (А) от окислов, сварка последующих проходов на стороне (А) осуществляется согласно таблице режимов сварки, а также с индивидуальным подходом для выбора угла наклона сварочной горелки 13 перед началом процесса сварки согласно ТК с №7 по №33, между проходами производилась зачистка по всей длине сварного соединения, визуально-измерительный контроль в объеме 100% и удаление дефектов, а также производились замеры угловых деформаций деталей с записью их в журнал сварочных работ, проходы с №29 по №33 стороны (А) зачищались по всей длине сварного соединения, далее производился визуально-измерительный и капиллярный контроль на предмет наличия пор, подрезов, наплывов и т.д.. при обнаружении дефектов производилась их выборка бор-фрезой с последующей зачисткой и подваркой с помощью установки аргонодуговой сварки неплавящимся электродом (TIG), по завершении работ детали переворачивались со стороны (А) на сторону (Б), после переворота со стороны со стороны (А) на сторону (Б) производилась зачистка проходов №7, №8 и №9 на стороне (Б) от окислов, сварка последующих проходов на стороне (Б) осуществлялась согласно таблице режимов сварки, а также с индивидуальным подходом для выбора утла наклона сварочной горелки 13 перед начатом процесса сварки согласно ТК с №10 по №35, между проходами производилась зачистка по всей длине сварного соединения, визуально-измерительный контроль в объеме 100% и удаление дефектов, а также производились замеры угловых деформаций свариваемых деталей 1 с записью их в журнал сварочных работ, проходы с №32 по №35 стороны (Б) зачищались по всей длине сварного соединения, далее производился визуально-измерительный и капиллярный контроль на предмет наличия пор, подрезов, наплывов и т.д., а также производился контроль изменения геометрии и формы алюминиевой конструкции, при обнаружении дефектов производилась их выборка бор-фрезой с последующей зачисткой и подваркой с помощью установки аргонодуговой сварки неплавящимся электродом (TIG). После провара всех 68 проходов выполнялся рентгенографический контроль качества сварного соединения алюминиевой конструкции и исправление дефектов.
Также работоспособность, приведенного выше способа, была успешно доказана на сварке деталей с прямолинейным профилем толщиной 120 и 150 мм из алюминиевого-магниевого сплава отличных от АМг5 марок. Способ выполнения разделки кромок может быть применен и для малых габаритов деталей из алюминиевого-магниевого сплава толщиной 100 и более мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2606144C2 |
Изобретение может быть использовано для механизированной дуговой сварки плавящимся электродом в инертном газе деталей из алюминиево-магниевого сплава толщиной более 100 мм. Свариваемые кромки формируют Х-образного профиля. Каждая из кромок содержит центральный линейный участок, соединенный дугообразными участками с наклонными линейными участками. Каждый из наклонных линейных участков профиля кромки выполняют с дополнительным скосом, угол наклона которого меньше, чем угол наклона упомянутого линейного участка, а центральный линейный участок выполняют с фаской. Перед сваркой корневого прохода производят установку съемной подкладки со стороны фасок центральных линейных участков. Выполняют многопроходную сварку с каждой стороны разделки. Сборку свариваемых деталей осуществляют на позиционере, обеспечивающем последовательную переориентацию деталей в процессе сварки при выполнении сварных проходов. Сварку осуществляют с предварительным и сопутствующим подогревом зоны сварки. Способ обеспечивает получение вакуумно-плотного сварного соединения деталей при минимальной их деформации и сохранение точных геометрических параметров деталей после сварки. 3 з.п. ф-лы, 3 ил., 2 табл., 1 пр.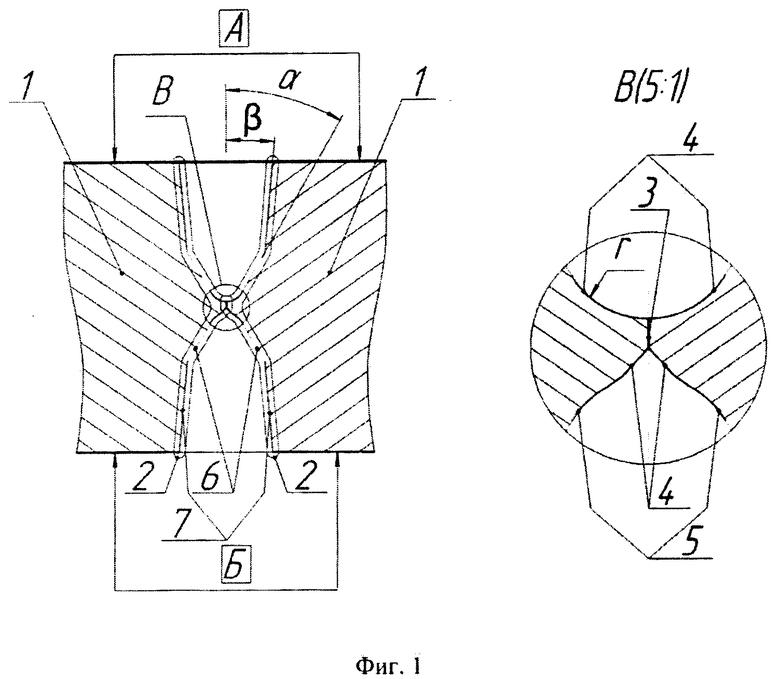
1. Способ импульсно-дуговой сварки плавящимся электродом деталей толщиной свыше 100 мм из алюминиево-магниевого сплава, включающий формирование Х-образного профиля свариваемых кромок, причем каждая из кромок содержит центральный линейный участок, соединенный дугообразными участками с наклонными линейными участками кромки свариваемой детали, и выполнение многопроходной сварки с каждой стороны разделки с получением сварного шва, отличающийся тем, что каждый из наклонных линейных участков профиля кромки выполняют с дополнительным скосом, угол наклона которого меньше, чем угол наклона упомянутого линейного участка, при этом центральный линейный участок выполняют с фаской, а перед сваркой корневого прохода производят установку съемной подкладки со стороны фасок центральных линейных участков, причем сборку свариваемых деталей осуществляют на позиционере, обеспечивающем последовательную переориентацию деталей в процессе сварки при выполнении сварных проходов.
2. Способ по п. 1, отличающийся тем, что съемную подкладку выполняют из материала с температурой плавления выше, чем у свариваемых деталей.
3. Способ по п. 1, отличающийся тем, что сварку осуществляют с предварительным и сопутствующим подогревом зоны сварки.
4. Способ по п. 1, отличающийся тем, что сварку осуществляют при температуре воздуха 20…30°С и относительной влажности воздуха 50-65%.
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| JP 2009061483 A, 26.03.2009. | |||

