Известны литьевые формы для получения листовых заготовок из термопластов, включающие две полуформы с каналами для нагрева и охлаждения. Но в них удаление из формы отлитой заготовки происходит после охлаждения всей заготовки. Поэтому при последующей обработке ее в изделие, например путем вакуул ного формования, необходимо устанавливать заготовку в зажимную рамку и вновь нагревать. При этом на краях заготовки остаются нежелательные оттиски от зажимной рамки, а если имеющий оттиски край заготовки отделяется при формовании, то это приводит к большому количеству отходов материала. Все это усложняет последующую обработку отлитой в форме заготовки при ее фор.мовании в изделие.
Предлагаемая литьевая форма отличается те.м, что она снабжена разъемной рамкой с каналами охлаждения и сплощной или прерывистой выемкой, соответствующей конфигурации края фор.муемого изделия и расположенной по внутреннему периметру рамки. Это упрощает последующую обработку заготовки при ее формовании в изделие, так как обеспечивается перемещение заготовки, охлажденной лищь по своему периметру, в формующее устройство в разогретом состоянии, что исключает повторный нагрев ее и отходы материала.
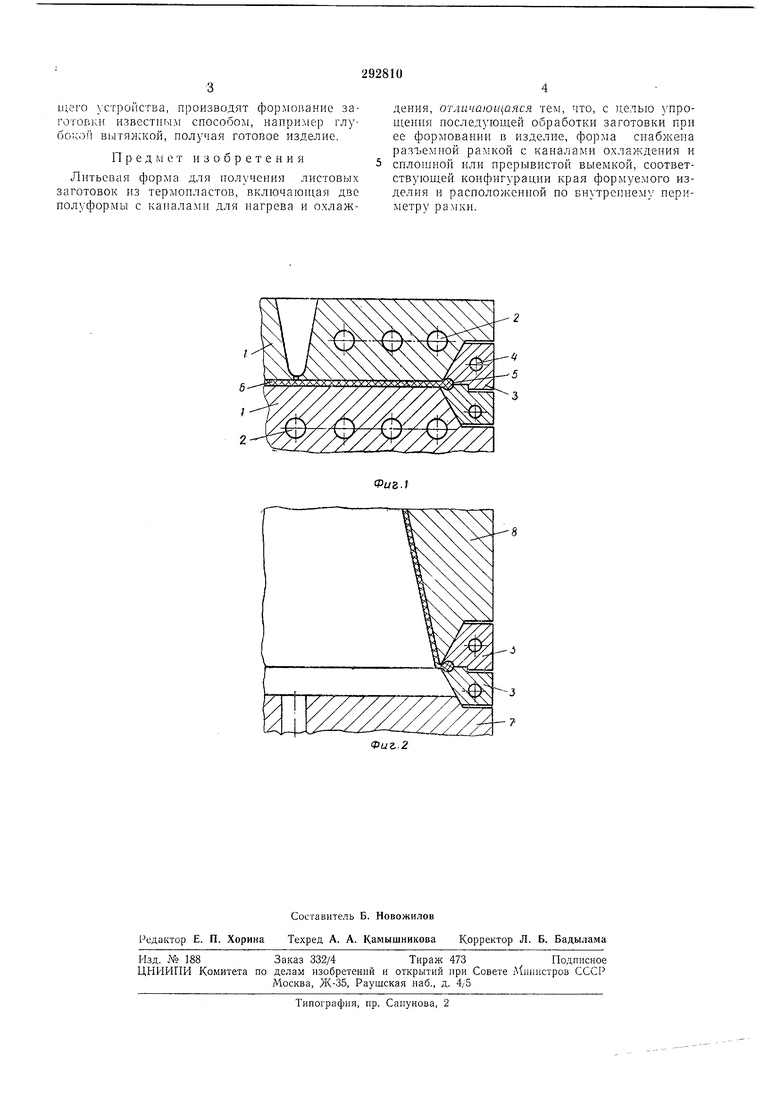
На фиг. 1 изображена предлагаемая форма, разрез; на фиг. 2 - использование разъемной рамки в формующем устройстве.
Литьевая форма включает две полу фор мы 1 с каналами 2 для нагрева и охлаждения и разъемную рамку 3. Последняя состоит из двух половин, снабл енных каналами 4 охлаждения. Рамка имеет сплошную или прерывистую выемку 5, образующую канавку, конфигурация которой соответствует конфигурации края формуемого изделия. Выемка расположена по внутреннему периметру рамки.
Рамку 3 устанавливают между полуформами /, последние смыкают и производят заливку формы термопластом. Подавая охлаждающий агент по каналал 4 рамки, доводят
до затвердевания край отлитой заготовки 6. Остальную часть заготовки охлаждают дифференцированно, подавая охлаждающий агент по каналам 2, в соответствии с требованиями последующего вакуумного формования. После
раскрытия полуформ рамку вместе с заготовкой устанавливают на нижнюю часть 7 формующего устройства. Зажав рамку 3 верхней частью 8 формующего устройства, производят формование заготовки известным способом, напри,ер глубо;соп вытяжкой, получая готовое изделие.
Пред м е т изобретения
Литьевая форма для получения листовых заготовок из термопластов, включа1ОИ1,ая две полуформы с каиалами для иагрева и охлаждения, огличаюш аяся тем, что, с целью упрощения последующей обработки заготовки при ее формовании в изделие, форма снабжена разъемной рамкой с каналами охлаждения и сплошной или прерывистой выемкой, соответствующей конфигурации края формуемого изделия и расположенной по внутреннему периметру рамки.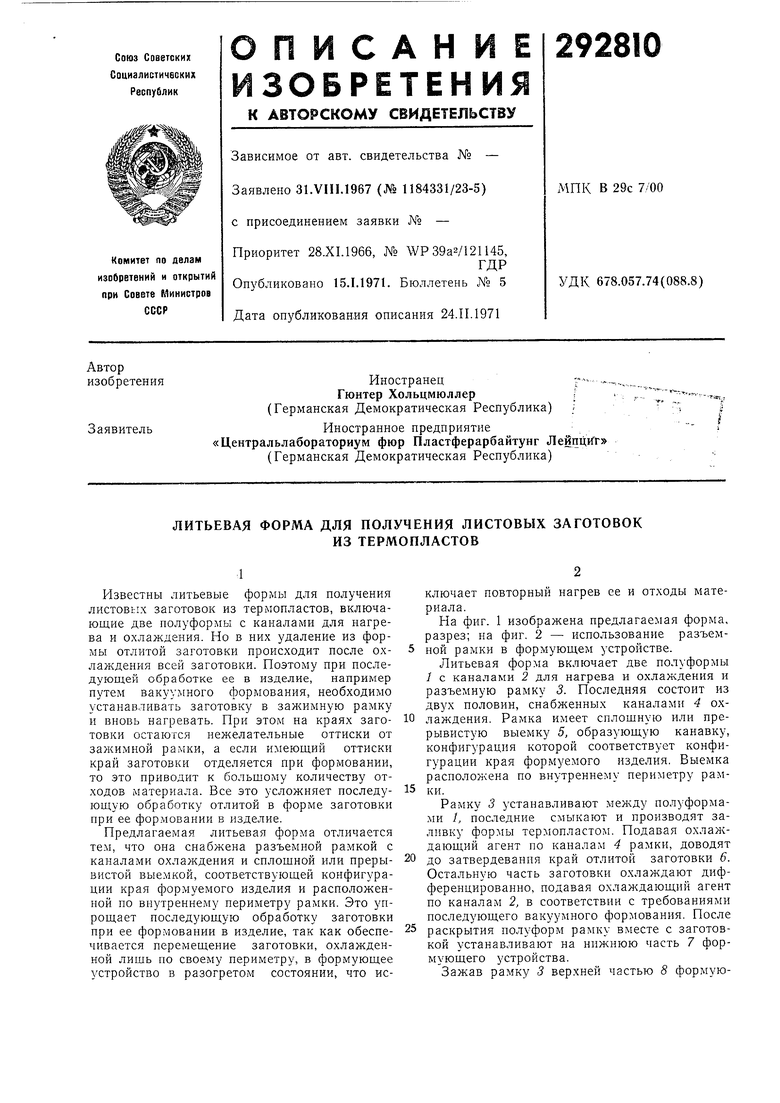
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ ; | 1971 |
|
SU311763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ИЗДЕЛИЙ, ОБЛИЦОВАННЫХ ТЕРМОПЛАСТОМ | 1970 |
|
SU271789A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1973 |
|
SU382269A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU341253A1 |
| КАССЕТА ДЛЯ ЛИТЬЕВОГО ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЕЮЩИХ МАТЕРИАЛОВ | 2007 |
|
RU2352456C1 |
| УСТРОЙСТВО И СПОСОБ ПОСТФОРМОВОЧНОГО ОХЛАЖДЕНИЯ, ПРЕДУСМАТРИВАЮЩИЕ ПОВОРОТ И ПОПЕРЕЧНОЕ ПЕРЕМЕЩЕНИЕ | 2003 |
|
RU2294832C2 |
| ВСЕСОЮЗНА .ri^TMiT'ur..vr:vr''-lin j „i! . iiV; . .. i\:^.. Бк)Б/1уЮ I '-„j | 1971 |
|
SU305225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОЛИТЫХ МЕТАЛЛИЧЕСКИХ КАРКАСОВ ДЛЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ МЕТОДОМ ТЕРМОВАКУУМНОЙ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЛИТЬЯ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2010 |
|
RU2429797C1 |
| ДАВИЛЬНЫЙ СТАНОК | 1971 |
|
SU316222A1 |
