t
Изобретение относится к шинной промышленности, в частности к области изготовления покрышек.
Известен способ изготовления покрышек путем литья под давлением из эластомернон смеси в форме с дорном и последующей вулканизации. Но по известному способу невозMOiwHO применение усиленной смеси с направленным эффектом усиления, в том случае покрышки изготовляются из эластомериой смеси, а потому могут испытывать ограниченную нагрузку.
С Целью изготовления большегрузных покрышек предлагают сначала каркас из эластичной усиленной смеси с направленным эффектом усиления в соответствии с направлением основной нагрузки, на который затем нашприцовывают протектор из материала с расположением усилнваюших слоев, позволяющим достигать при шприцевании заданную их ориентацию.
Кроме того, шп},ицева11ие протектора осуществляют из Кольцевой камеры, расположенной по периметру покрышки и Te.Nt, что изготовление покрышки осуществляют на одном дорне, помещаемом в разиые формы в соответствии с позициями обработки.
На фиг. 1 показан каркас из эластичной
усиленной смеси; на фиг. 2 - дорн; на фиг. 3-цилиндрический барабан; на фиг. 4- схема позиций обработки деталей; на фиг. 5- форма для шприцевания протектора; на
фиг. 6 - вулканизационная форма.
Способ изготовления покрышек осуществляется следующим образом. Сначала льют каркас в форме, состоящей из двух полуформ / и 2 на дорне, который состоит из четырех
штук попарно одинаковых частей 3 4 с мернднанальной « дугообразной поверхностями присоединения, которые в собранном состоянии соответствуют внутреннему конггуру изготавливаемой покры1ики. . Причем эти части
могут вращаться на оси 5, один относительно другого iBo внутрь дорна.
Для сборки частей дорна служит основание, представляющее цилнндрическнй барабан 6, диаметр последнего меньше диаметра покрышки н поэтому может быть из нее.удален. Все четыре дорна собираются на бараане 6 с помощью затвора 7 о крючком 8. После установки дорна 9 в форму для шприцевания каркаса 10 зактадывают борто
вые кольца // н стальные пластины 12, равномерно расположенные по объему н служащие для фиксации борта, .чатем форма )апирае ся затвором типа струбцины 13.
Далее в форму впрыс1 1вается эластичная усиленная смесь 14 с направленным эффектом усиления в соответствии с направлением основной нагрузки.
Шприцевание осуществляется с яомощыо кольцевого поршня 15, который движется с незначительным зазором в кольцевом пространстве между полуформами 1 и 2. Давление на поршень 15 передается через определенное ). Ц1ТОКОВ /б от силового устройства /7.
образом происходит шприцевание каркаса W в верхнюю точку покрыщки.
На дне шприцующей камеры находится кольцевая стальная пружина J8. Под деиствием давления эластичной смеси 14 пружина открывает ваачале. отверсТ:Ие для шприцевания до максимального значения и при этом прогибается, а после окончания процесса шприцевания каркаса выгибается назад, пока не закроет отверстие для шприцевания, и при этом обрезает шприцованный материал. Прокладка 19 устраняет течение шприцованндгй, материала на обратную сторону пружины.
После окончания процесса шприцевания каркаса 10 и открытия полуформ / и. , 9 вместе с литым каркадод вдцима ТС с 50-мощью барабана 6 и передце,т.ся. aft др.угу.1р. позицию обработки.
Форма для шприцевания протектора 20 сое9оит из двух Полуформ 21 и 22. Нашприцовывание протектора 20 на каркас 10 осуществляется из кольцевой каме4: ц, ной по периметру .покрышки . аналогично шприцеванию каркаса из материала с расположением усиливаюш.их слоев, позволяющим
достигать при шприцевании -заданную ориентацию.
Затем Происходит раскрытие формы и передача заготовки в вулканизационную форму.
Вулканизацирнная форма состоит из трех частей 23, 24 и 25. При помощи ролика 26 передается необходимое усилие для профилирования покрышки. Нагревание формы осуществляют известным способом при помощи п.ара иди оды.
После окончания вулканизации готовая покрышка вынимается, передается на следующую, позицию, где происходит удаление дорна и визуальный контроль ее.
Предмет изобретен и.я
1.Способ изготовления Покрышек нз эластомерной смеси путем литья под давлением в форме с дорном и последующей вулканизации, отличающийся тем, что, с целью изго.тоаления большегрузных покрышек, сначала льют каркас из усиленной эластичной е, Иаправлеаным эффектом усилени5 в qqoi вд-ютюии с направлением основной нагрузки, на который затем нашприцовывают протектор ца матер,иала с расположением усиливающих , паадо4ающи№ достигать ери шприцеg ijitH 3|аданную их ориентацию.
2.Способ по п 1, отличающийся тем, что щприцевание протектора осуществляют из кольцевой камеры, расположенной по. периметру покрышки.
3f Сдособ. во. iij. I, отличающийся тем, что изготовление покрышки осуществляют на одном дорне, помещаемом в разные формы в соответствии с позициями обработки.
Фиг.1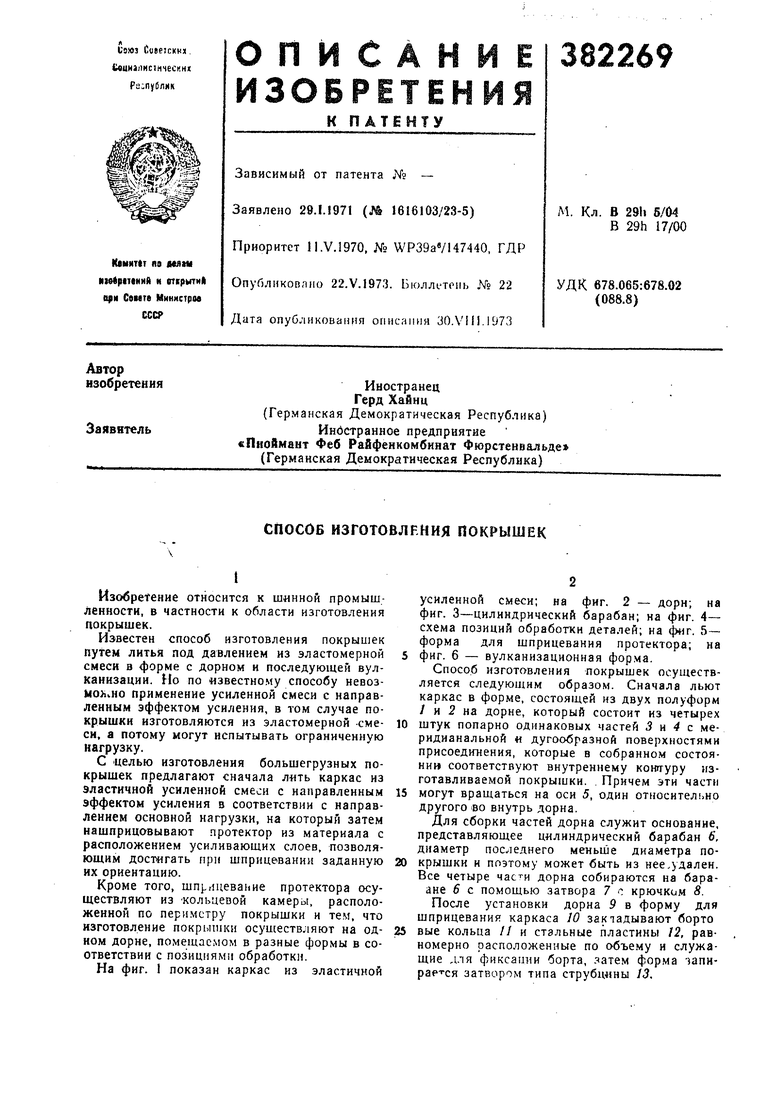

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления каркасных автопокрышек | 1962 |
|
SU413734A1 |
| Способ изготовления покрышек пневматических шин | 1974 |
|
SU494280A1 |
| Пресс-форма для литья протекторов | 1991 |
|
SU1801756A1 |
| Вулканизационный дорн | 1985 |
|
SU1260226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ПРОТЕКТОРА НА КАРКАСЕ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2001 |
|
RU2247657C2 |
| ГДРОпубликовано 21.VI.1973, Бюллетень № 27 Дата опубликования описания 4.Х. 1973М. Кл. В 29h 17/16УДК 678.065:678.029. .38(088.8) | 1973 |
|
SU387546A1 |


Фаа.2
Ю
20
