Известны способы изготовления резино-металлических колец амортизаторов, заключающиеся в том, что в кольцевой зазор между втулками кольца, концентрично установленными в литьевой форме, льют под давлением резиновую смесь, и при вулканизации закрепляют резину к втулкам кольца.
После вулканизации резина дает температурную усадку, в ней возникает внутреннее напряжение растяжения, понижающее прочность крепления резины к металлическим втулкам кольца.
Известные способы компенсации усадочных напряжений в резине - корректирование размеров гнезд литьевых форм или загрузка смеси Б формы с некоторым избытком - не компенсируют сумму величин температурной усадки резины и создания необходимого напряжения сжатия резины кольца, не повышают износостойкость крепления резины к втулкам кольца в условиях действия знакопеременных радиально и аксиально направленных статических и вибрационных нагрузок, что приводит к преждевременному выходу из строя колец амортизаторов.
Предлагаемый способ отличается тем, что после вулканизации одну из втулок нодвергают пластическому деформированию на величину, равную сумме величин компенсации температурной усадки и создания необходимого напряжения сжатия резины кольца.
Этот способ обеспечивает повышение износостойкости крепления резины к втулкам кольца в условиях знакопеременных радиально и аксиально направленных статических и вибрационных нагрузок.
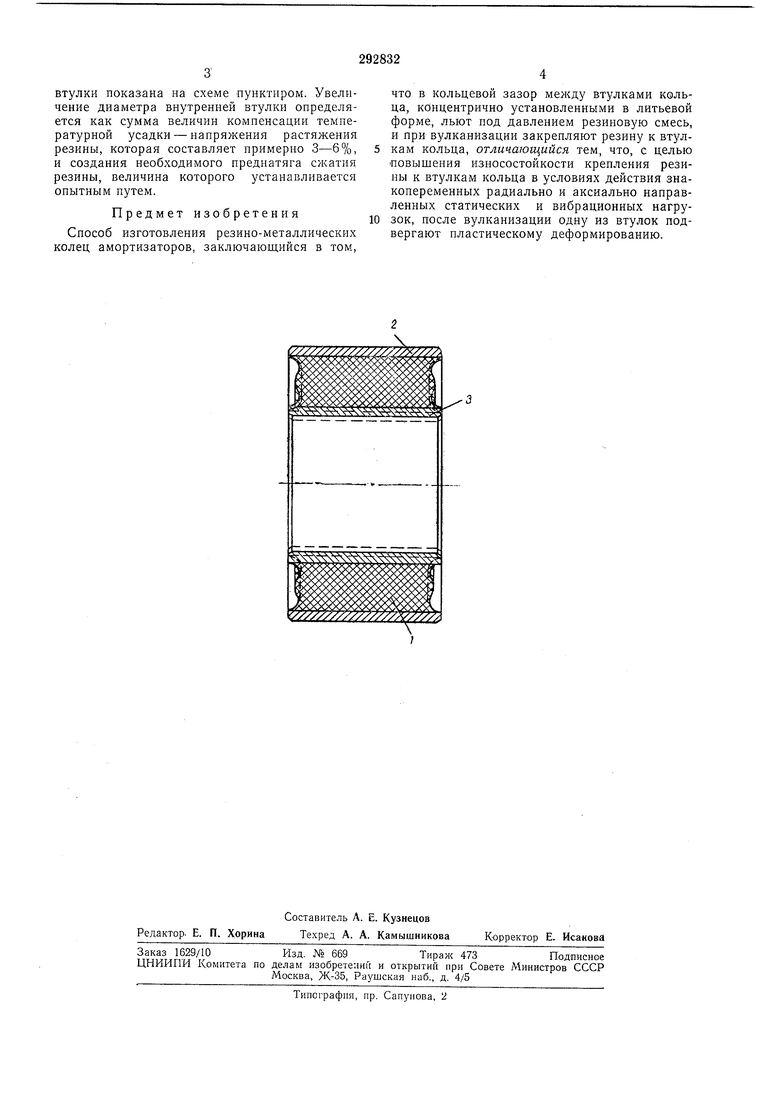
На чертеже схематически показано резинометаллическое кольцо, применяемое в цилиндрических амортизаторах, устанавливаемых под тяжелые виброактивные судовые механизмы. Это кольцо состоит из кольцевой резины / и металлических втулок - наружной 2 и внутренней 3.
Способ изготовления этих колец заключается в том, что в кольцевой зазор между втулками, концентрично установленными в литьевой форме, льют под давлением резиновую смесь, и при вулканизации соединяют резину / с металлическими втулками 2 и 3 кольца.
После вулканизации и крепления резины к втулкам одну из втулок, например внутреннюю, подвергают пластическому деформировапаю на величину, равную сумме величин компенсации температурной усадки п создания необходимого напряжения сжатия резины кольца.
Увеличение диаметра внутреннего кольца производят на шлпцепротяжном станке с применением дорна для нережущей протяжки.
3
втулки показана на схеме пунктиром. Увеличение диаметра внутренней втулки определяется как сумма величин компенсации температурной усадки - напряжения растяжения резины, которая составляет примерно 3-6%, и создания необходимого преднатяга сжатия резины, величина которого устанавливается опытным путем.
Предмет изобретения
Способ изготовления резино-металлических колец амортизаторов, заключающийся в том.
что в кольцевой зазор между втулками кольца, концентрично установленными в литьевой форме, льют под давлением резиновую смесь, и при вулканизации закрепляют резину к втулкам кольца, отличающийся тем, что, с целью повышения износостойкости крепления резины к втулкам кольца в условиях действия знакопеременных радиально и аксиально направленных статических и вибрационных нагрузок, после вулканизации одну из втулок подвергают пластическому деформированию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| РЕЗИНО-МЕТАЛЛИЧЕСКИЙ АМОРТИЗАТОР СО ВСТАВКАМИ | 2010 |
|
RU2442917C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХПЛАСТИНЧАТЫХ АМОРТИЗАТОРОВ | 2015 |
|
RU2602520C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| Резино-металлический шарнир | 1983 |
|
SU1102703A1 |
| АМОРТИЗАТОР СИСТЕМЫ ВИБРОЗАЩИТЫ ИНЕРЦИАЛЬНОЙ НАВИГАЦИОННОЙ СИСТЕМЫ | 2021 |
|
RU2774216C1 |
| Способ сборки гусеницы | 1989 |
|
SU1689188A1 |
| "Амортизатор | 1979 |
|
SU848798A1 |
(7///У77/7777////.
::
