сл
с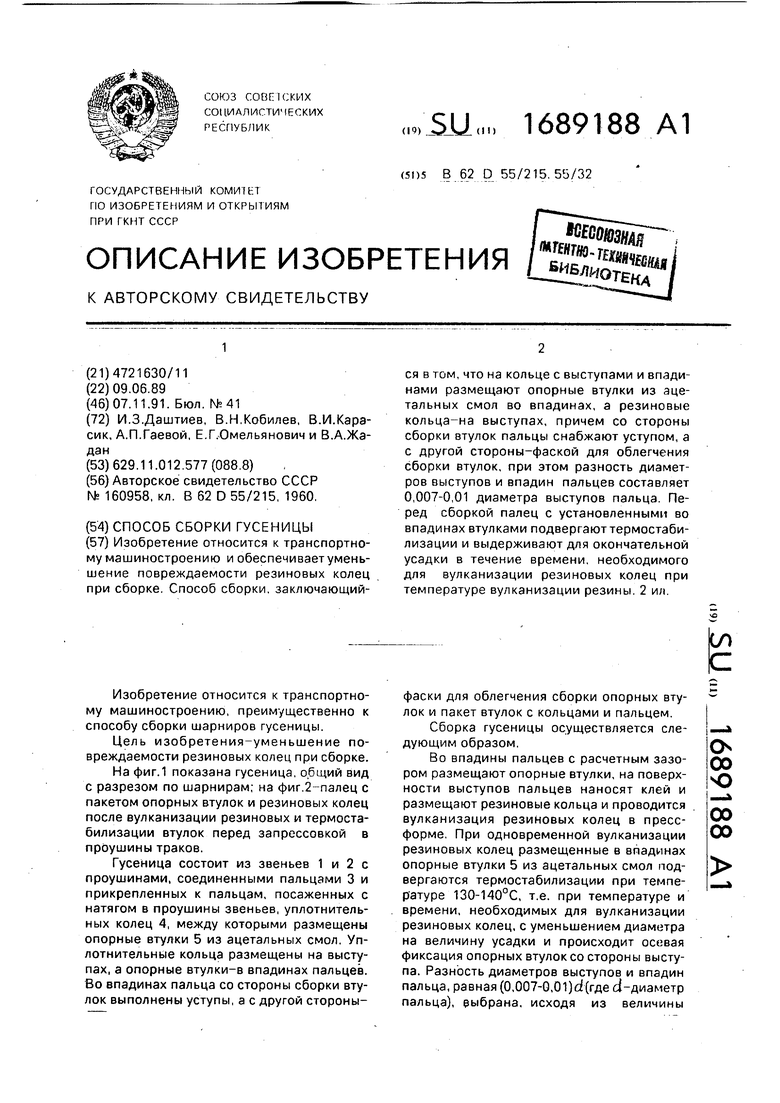
| название | год | авторы | номер документа |
|---|---|---|---|
| Гусеница транспортного средства | 1989 |
|
SU1662893A1 |
| Гусеница с последовательным резинометаллическим шарниром | 1983 |
|
SU1175784A1 |
| Резинометаллический шарнир (его варианты) | 1983 |
|
SU1258750A1 |
| Резино-металлический шарнир | 1983 |
|
SU1102703A1 |
| Звено гусеницы | 1989 |
|
SU1615019A1 |
| Шарнир гусеничной цепи | 1989 |
|
SU1643297A1 |
| Резино-металлический шарнир гусеничной цепи транспортного средства | 1980 |
|
SU937261A1 |
| Гусеница с закрепленными пальцами | 1983 |
|
SU1123926A1 |
| Гусеничная цепь транспортного средства | 1976 |
|
SU582134A1 |
| Гусеница транспортного средства | 1987 |
|
SU1444226A1 |
Изобретение относится к транспортному машиностроению и обеспечивает уменьшение повреждаемости резиновых колец при сборке. Способ сборки, заключающийся в том, что на кольце с выступами и впадинами размещают опорные втулки из аце- тальных смол во впадинах, а резиновые кольца- на выступах, причем со стороны сборки втулок пальцы снабжают уступом, а с другой стороны-фаской для облегчения сборки втулок, при этом разность диаметров выступов и впадин пальцев составляет 0,007-0,01 диаметра выступов пальца. Перед сборкой палец с установленными во впадинах втулками подвергают термостабилизации и выдерживают для окончательной усадки в течение времени, необходимого для вулканизации резиновых колец при температуре вулканизации резины. 2 ил
Изобретение относится к транспортному машиностроению, преимущественно к способу сборки шарниров гусеницы.
Цель изобретения-уменыиение повреждаемости резиновых колец при сборке.
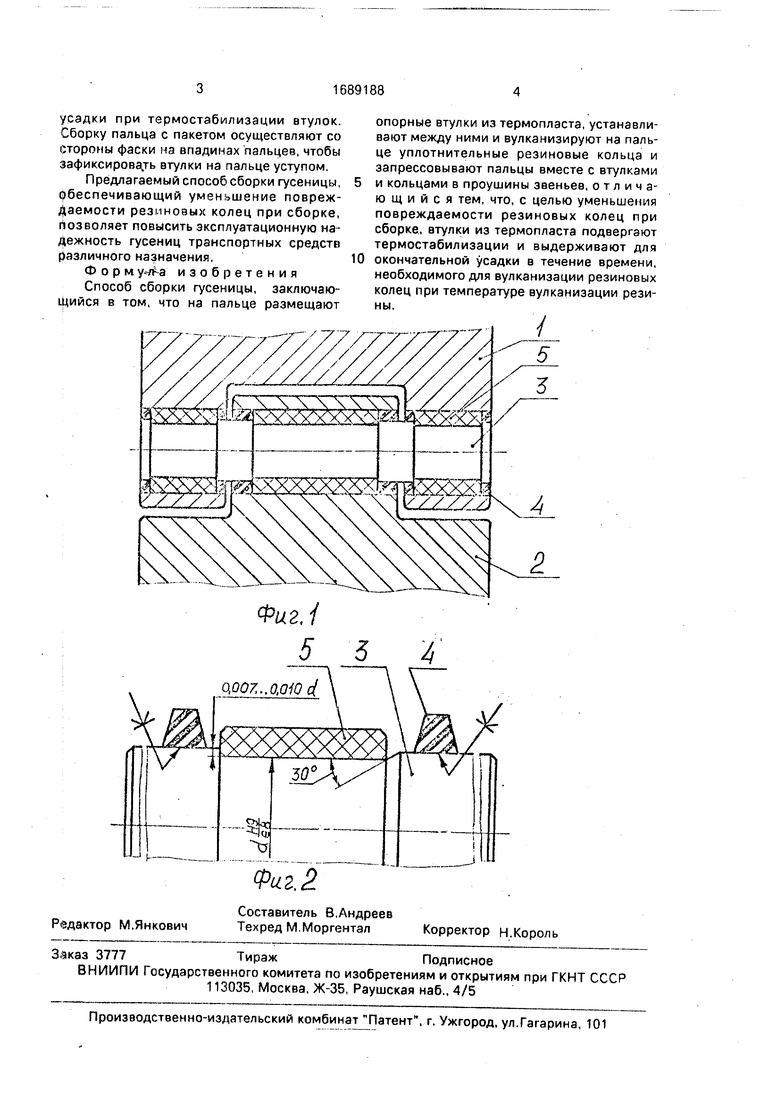
На фиг.1 показана гусеница, вид с разрезом по шарнирам; на фиг.2 палец с пакетом опорных втулок и резиновых колец после вулканизации резиновых и термостабилизации втулок перед запрессовкой в проушины траков.
Гусеница состоит из звеньев 1 и 2 с проушинами, соединенными пальцами 3 и прикрепленных к пальцам, посаженных с натягом в проушины звеньев, уплотнитель- ных колец 4, между которыми размещены опорные втулки 5 из ацетальных смол. Уп- лотнительные кольца размещены на выступах, а опорные втулки-в впадинах пальцев. Во впадинах пальца со стороны сборки втулок выполнены уступы, а с другой стороныфаски для облегчения сборки опорных втулок и пакет втулок с кольцами и пальцем.
Сборка гусеницы осуществляется следующим образом.
Во впадины пальцев с расчетным зазором размещают опорные втулки, на поверхности выступов пальцев наносят клей и размещают резиновые кольца и проводится вулканизация резиновых колец в пресс- форме. При одновременной вулканизации резиновых колец размещенные в впадинах опорные втулки 5 из ацетальных смол подвергаются термостабилизации при температуре 130-140°С, т.е. при температуре и времени, необходимых для вулканизации резиновых колец, с уменьшением диаметра на величину усадки и происходит осевая фиксация опорных втулок со стороны выступа. Разность диаметров выступов и впадин пальца, равная (0,007-0,01)d (где d-диаметр пальца), выбрана, исходя из величины
Qs Я
О
00 00
усадки при термостабилизации втулок. Сборку пальца с пакетом осуществляют со стороны фаски на впадинах пальцев, чтобы зафиксировать втулки на пальце уступом.
Предлагаемый способ сборки гусеницы, обеспечивающий уменьшение повреждаемости резиновых колец при сборке, позволяет повысить эксплуатационную надежность гусениц транспортных средств различного назначения.
Форму--/ьа изобретения Способ сборки гусеницы, заключающийся в том. что на пальце размещают
Фиг. 2
Редактор М.Янкович
Составитель В.Андреев Техред М.Моргентал
опорные втулки из термопласта, устанавливают между ними и вулканизируют на пальце уплотнительные резиновые кольца и запрессовывают пальцы вместе с втулками и кольцами в проушины звеньев, отличающийся тем, что, с целью уменьшения повреждаемости резиновых колец при сборке, втулки из термопласта подвергают термостабилизации и выдерживают для окончательной усадки в течение времени, необходимого для вулканизации резиновых колец при температуре вулканизации резины.
Корректор н.Король
| 0 |
|
SU160958A1 | |
| Способ крашения тканей | 1922 |
|
SU62A1 |
