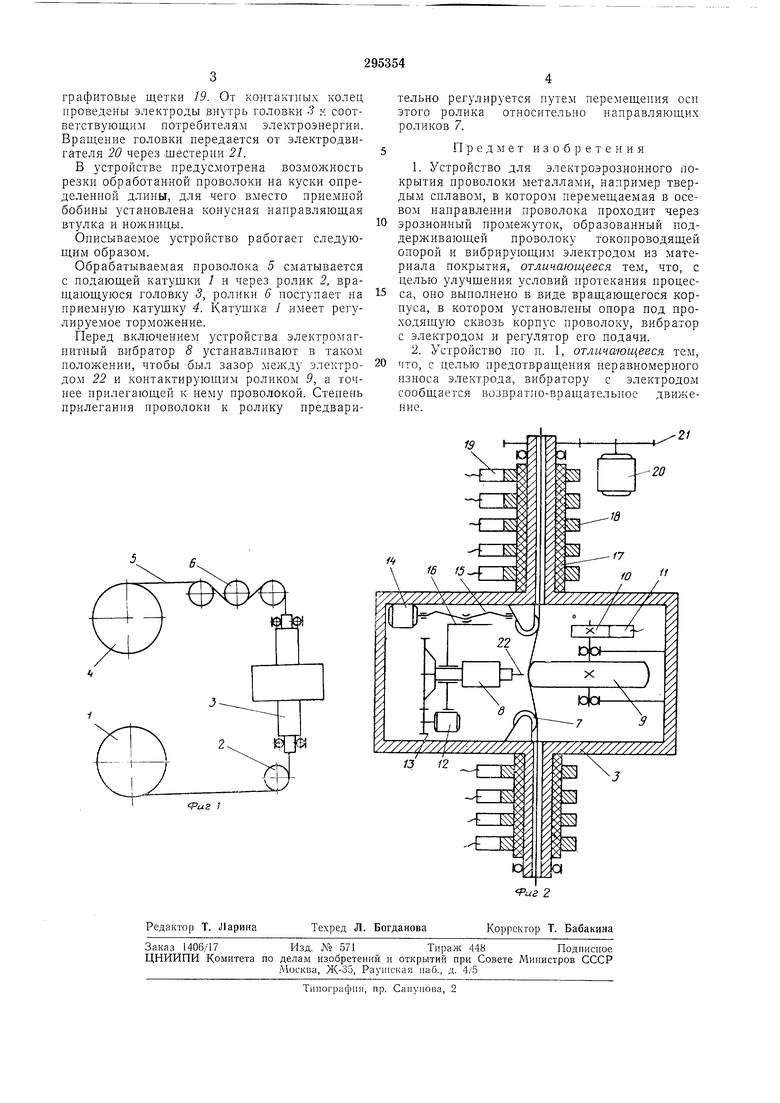
Настоящее изобретение относится к области электроэрознонного легирования, а именно к устройствам для иокрытия токонроводящей нроволоки различными металлами, например твердым сплавом, для придания режущих свойств проволоке и может быть применено в металлоо брабатывающей, машиностроительной, приборостроительной, инструментальной, деревообрабатывающей и других отраслях промыщленности. Для электроэрозионного легирования металлической проволоки на установке «ЭФИЭлектром или на других подобных аппаратах при помощи вибратора вручную или на специальном устройстве, перемещающем и вращающем проволоку вместе с бобинами, на проволоку со всех сторон наносятся бугорки твердого сплава. При наличии нескольких вибраторов проволока только перемещается. Устройство с перемещающейся и вращающейся проволокой вместе с бобинами имеет существенные недостатки: затруднено покрытие коротких отрезков проволоки; невозможно покрывать проволоку прямо на станке для резки; требуется периодически, через небольшие промежутки времени, затачивать твердосплавные электроды, так как под действием электроэрозионного процесса на них образуются канавки. создание устройства для покрытия проволоки различными металлами в автоматическом цикле, которое было бы свободно от указанных выше недостатков. Па фиг. 1 изображена прпнципиальная схема устройства с механизмом перемотки проволоки; на фиг. 2-разрез вращающейся головки. Предлагаемое устройство содержит катущку 1, на которую заранее намотана гладкая проволока, направляющий ролик 2, вращающуюся головку 5, приемную ктущку 4, проволоку 5, перематываемую с катущки 1 на катущку 4, и батарею роликов 6. Вращающаяся головка состоит из двух направляющих роликов 7. электромагнитного вибратора 8, контактирующего ролика 9, на валу которого укреплено контактное кольцо 10, по которому скользит меднографитовая щетка //. Электродвигатель 12 через пару щестерен 13 осуществляет возвратно-вращательное медленное движение вибратора на 180° с целью получения равномерного износа электрода по плоскости контакта, материалом которого ио1 рывается проволока 5. При помощи электродвигателя 14, винтовой пары 15 и ползуна 16 происходит сближение или удаление вибратора 8 в следящем режиме. Па изоляционные втулки 17 насан ены контактные кольца 18, по которым скользят медио
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Устройство для электроэрозионного легирования проволоки | 1978 |
|
SU751560A1 |
| Устройство для электроэрозионной обработки электродом-проволокой | 1985 |
|
SU1291316A1 |
| Устройство для автоматической заправки электрода-проволоки в электроэрозионных вырезных станках | 1981 |
|
SU1009684A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ | 2006 |
|
RU2351444C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ И ЕГО ПРИМЕНЕНИЕ ДЛЯ ОРЕБРЕНИЯ ТРУБЫ ТЕПЛООБМЕННИКА | 2015 |
|
RU2615096C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| ЗАГОТОВКА, ПОВЕРХНОСТЬ КОТОРОЙ ПРЕДВАРИТЕЛЬНО ОБРАБОТАНА ПЕРЕД НАПЫЛЕНИЕМ, СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЗАГОТОВКИ ПЕРЕД НАПЫЛЕНИЕМ И УСТРОЙСТВО ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЗАГОТОВКИ ПЕРЕД НАПЫЛЕНИЕМ | 2010 |
|
RU2500832C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
