со
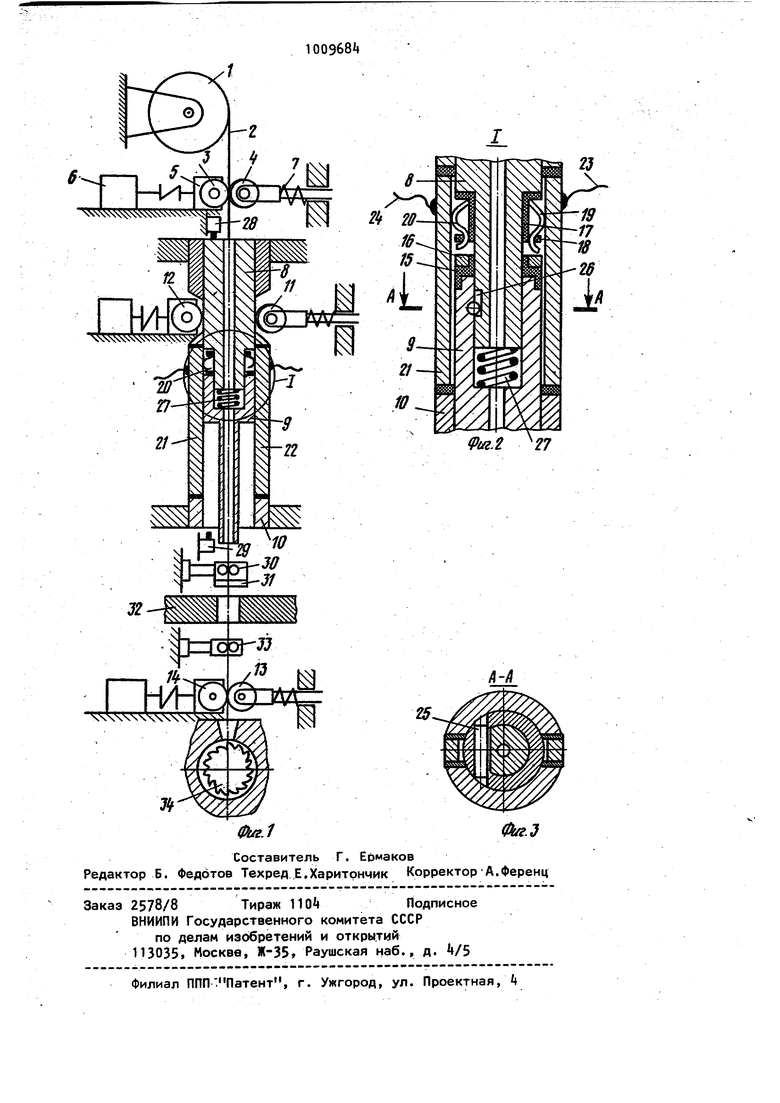
О) 00 4ib Настоящее изобретение относится к машиностроению, в частности к электроэрозионным вырезным станкам с ЧПУ Предлагаемое устройство может быть применено на универсальных вырезных станках. Известно техническое решение аналогично.со назначения, Близкое к описываемому решению это устройство для электроэрозионной обработки электродом-проволокой, име ющее механизм автоматической заправ ки проволоки, состоящий из закрепленной между парой подающих роликов и верхней направляющей неподвижной направляющей трубки, внутри которой расположена с возможностью осевого перемещения подвижная трубка, сквоз которую свободно проходит электродпроволока, раскрывающихся направляю щих, механизма раскрытия направляющих, ножа для резки проволоки, рас положенного между верхней направляю щей и обрабатываемой деталью, и фрезы для резки обработанной проволоки Г1 При работе этого устройства проволока подается подающими роликами через канал, образованный неподвижно и подвижной трубками. После прохождения через тянущие ролики проволока режется фрезой на куски, которые затем попадают в бункер по транспортеру. Чтобы обеспечить надежный захват тянущими роликами электродапроволоки, подвижная трубка, через которую проталкивается электрод-про волока, проводится через раскрываю щиеся верхние и нижние направляющие и через отверстие в обрабатывае мой дедали и ставится в положение, при котором ее нижний конец не доходит до тянущих роликов на 5-6 мм. Недостатком устройства является недостаточная надежность, вызванная отсутствием сигнализации утыкания подвижной трубки в обрабатываемую деталь или направляющие и нож для обрезки электрода-проволоки. Утыкание подвижной трубки в деталь возможно в связи с отсутствием в детали технологических отверстий или в связи с неправильным их расположением, в связи с ошибками в управляющей программе, неправильной установкой детали на станке, ошибка ми в перемещении детали и скобы с устройством, в связи с неисправностями в блоке ЧПУ или станке и т.д. Утыкание подвижной трубки в направ8 2 ляющие электрода-проволоки или нож для ее обрезки возможно при наличии неисправностей в механизмах раскрыия направляющих или при наличии погрешностей их установки на скобе по отношению к подвижной трубке. В результате утыкания неподвижной трубки происходит либо прерывание цикла работы устройства без сигнализации об этом, либо поломка устройства. В первом случае после утыкания подвижная трубка останавливается и поэтому не доходит до путевого датчика, дающего команду на продолжение цикла работы устройства ( включение привода подачи электрода-проволоки, возвращение подвижной трубки в исходное положение, включение рабочего режима и т.д.), привод подачи подвижной трубки продолжает работать , а между трубкой и подающими роликами происходит проскальзывание. В таком положении устройство может находиться до момента вмешательства оператора. Во втором случае вследствие того, что нижний конец трубки на длине, большей -толщины обрабатываемой детали (не менее мм, должен иметь достаточно малый диаметр, примерно 0,8-1,5 мм (иначе область применения устройства ограничена обработкой деталей с достаточно большими .отверстиями ), жесткость такой трубки достаточна для точной подачи ее через отверстие в детали и направляющие, но недостаточна при утыкании ее, поэтому при используемом усилии проскальзывания между трубкой и ее подающими роликами возможна не только остановка цикла работы устройства, но и изгиб или поломка трубки (проверено э кспериментально }. Целью изобретения является повышение надежности автоматической работы устройства для заправки электрода-проволоки электроэрозионных вырезных станков. Эта цель достигается тем, что в ивзестном убтройстве для заправки проволоки, в котором неподвижная трубка расположена между подающими роликами и верхней направляющей, а в ее отверстии размещена подвижная трубка для прохода электрода-проволоки и подвижная трубка выполнена из двух подпружиненных в осевом направлении относительно друг друга трубок, введены электрические контакты, собдиненные с системой управления станком. причем контакты кинематически связаны с подпружиненными трубками. На фиг, 1 показана общая схема ус ройства для автоматической заправки электрода-проволоки электроэрозионных вырезных станков; на фиг.2 узел Т фиг.1 узел сигнализации уты- кания трубки ; на фиг. 3 сечение А-А фиг.2. Предлагаемое устройство монтирует ся на скобе электроэрозионного вырез ного станка. На верхней части скобы установлена бобина 1 с электродомпроволокой 2. Проволока с бобины поступает на пару подающих роликов З. один из которых через редуктор 5 связан с электродвигателем 6, а другой поджимается пружиной 7- Дальше проволока свободно проходит через по вижные трубки 8 и 9 расположенные в направляющей трубке 10, они могут пе ремещаться в осевом направлении при помощи роликов 11 и 12. Конструкция привода роликов 11 и 12, а faкжe тянущих проволоку роликов 13 и 1.ана.логична описанной конструкции подающих роликов 3. Между трубками 8 и 9 расположены детали узла сигнализации утыкания подвижных трубок 8 и 9 в де.таль или направляющие. На верхнем конце трубки 9 установлена изолирующая шайба 15, в которую запрессовано металлическое кол цо 16. На нижнем конце трубки 8 уста новлено два изолирующих кольца 17 и 18, между которыми закреплены два зл трических контакта 19 и 20, верхняя часть которых соприкасается с пласти нами 21 и22, связанными с помощью проводов 23 и 2k с системой управления станком. Пластины 21 и 22 .вклеены с помощью изолирующего клея в пазы направляющей трубки 10. Трубки 8 и 9 связаны между собой посред. ством штифта 25, который запрессован в трубку 9 и одновременно находится внутри бокового паза 26 в труб ке 8.Пружиной 27,установленной между трубками 8 и 9, штифт 25 поджимается к нижней стенке паза 26; при этом между контактами 19 и 20 и кольцом 16 обеспечивается требуемое расстояние (1-3 мм). Концевые выключатели 28 и 29 (фиг.1) ограничивают крайние положения трубок 8 и 9. Ниже расположены верхняя направляющая 30 электрода-проволоки и нож 31 для ее резки На нижней части скобы, расположенной под обрабатываемой деталью 32, 1 8 находятся нижняя направляющая 33 проволоки, пара тянущих роликов 13, 1, фреза 3 для резки отработанной проволоки . Устройство работает следующим образом. При установке новой бобины 1 проволоку 2 вручную заправляют между подающими роликами 3 и вводят в трубку 8, которая должна находиться в верхнем положении, определяемом концевым выключателем 28. Обрабатывае мую деталь 32 устанавливают в исход ное положение, соответствующее началу обработки, при котором ось проволоки 2проходит череа входное отверстие в обрабатываемой детали 32. После этого устройство готово к заправке проволоки в автоматическом режиме. Управление работой устройства может осуществляться от ЧПУ. При помощи электродвигателя 6 через редуктор 5 включаются подающие ролики 3 и 4, которые проталкивают проволоку 2 по каналу подвижных трубок 8 и 9 до тех пор, пока она не покажется у нижнего торца трубки 9После этого электродвигатель выключается и включается электродвигатель, вращения роликов 11 и 12, которые подают подвижные трубки 8 и 9 вниз через раскрытые с помощью своих механизмов направляющие электрода-проволоки и отверстие в обрабатываемой детали. Трубка 9 останавливается по команде концевого выключателя 29 на расстоянии мм от тянущих роликов 13 и 14. После этого вновь включается электродвигатель 6, и ролики 3и А проталкивают проволоку по каналу, образованному трубками 8-10. При выходе из трубок проволока захватывается тянущими роликами 13 и И и подеется на фрезу 3, которая режет ее на куски. После этого трубки 8 и 9 возвращаются в исходное (верхнее.) положение, направляющие электродапроволоки закрываются |И станок-готов к началу обработки. Если трубка 9 при движении вниз через направляющие и отверстие в обрабатываемой детали утыкается в какую-нибудь из этих деталей, она останавливается. Трубка 8 продолжает перемещаться вниз; при этом она ржимает пружину 27. Штифт 25 внул-ри паза 26 перемещается вверх, электрические контакты 19 и 20, перемещаясь вниз, упираются вкольцо,16. При этом че1рез кольцо 16 с помощью контактов 19 и 20 пластин 21, 22 и проводов 23 и 2« замыкается электрическая цепь системы управления станком. Система /правления станком одновременно дает сигнал, например звонок, оператору и переключает направление вращения роликов -11 и 12, трубка 8 начинает перемещаться вверх, а трубка 9 остается неподвижной до тех пор, пока под .действием разжимающейся пружины 27 трубки не разойдутся на исходное рас стояние. Они МЬгут расходиться до те пор, пока штифт 25 не упрется в нижн сторону паза 26; после этого обе трубки перемещаются вверх совместно. При этом электрические контакты 19 и 20 и кольцо 16 размыкаются, и разрывается электрическая цепь в системе управления станком. 4 Узел сигнализации утыкания подвижной трубки готов к дальнейшей работе. Ввод узла сигнализации утыкания подвижной трубки повьшает надежность и долговечность работы устройства для автоматической заправки электрода-проволоки электроэрозионных вырезных станков, так как при этом исключаются перегрузки и поломка подвижной трубки при ее утыкании. Уменьшается время простоев.электроэрозионных станков, потому что при утыкании подвижной трубки оператор немедленно информируется и может вмешаться в работу станка; по этой причине также высвобождается часть рабочего времени оператора, необходимая ранее для контроля работы станков.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Устройство к электроэрозионному станку для перемещения электрода-проволоки | 1980 |
|
SU992148A1 |
| Устройство для автоматической заправки проволочного электрода-инструмента | 1989 |
|
SU1703317A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| Устройство для электроэрозионной обработки | 1984 |
|
SU1311878A2 |
| Направляющее устройство проволочного электрода-инструмента электроэрозионного вырезного станка | 1983 |
|
SU1085738A1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Устройство для направления электрода- проволоки в вырезных электроэрозионных станках | 1976 |
|
SU753579A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ЭЛЕКТРОДА-ПРОВОЛОКИ В ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКАХ с системой управления, содержащее расположенную между подающими роликами и верхней направляющей неподвижную трубку, в отверстии которой установлена с возможностью осевого перемещения подвижная трубка, сквозь Лоторую проходит электрод-проволока, механизм раскрытия направляющих, нож для обрезки электрода-проволоки, расположенный между верхней неправ-, ляющей и обрабатываемой деталью, и фрезу для резки обработанной проволоки, отличающееся тем, что, с целью повышения надежности работы, подвижная трубка выполнена из двух подпружиненных в осевом направ- . лении одна относительно другой частей, одна из которых имеет направляющий хвостовик, входящей в отверстие второй части, при этом в устройство введены два связанных с системой управления и размещенны; на хвостовике (О электрических контакта и предназначенное для взаимодействия с ними контактное кольцо, установленное на торце второй части
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Судовой движитель | 1923 |
|
SU755A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (З) | |||
