Изобретение Может применяться для деформирования (высадки, штамповки) деталей высокого качества и точности из высокопрочных материалов, например титановых и жаропрочных сплавов.
Существующие конструкции прессов для деформирования деталей работают с примене«ием электрического нагрева, например контактного или индукционного. Прессы с контактным нагревом не обеспечивают равномерного нагрева заготовки, а в местах контакта наблюдается явление «прижога заготовки, от этого меняется переходное сопротивление контактов, что приводит к увеличению времени их работы. Прессы с индукционным нагревом заготовки снабжены щелевым индуктором, который не обеспечивает равномерного нагрева заготовки по ее периферии. Зона нагрева и зона деформирования не совмещены, что не позволяет достигнуть точности получаемого изделия. Пагрев заготовки производится обычно вне матрицы, и она доставляется в зону деформирования (матрицу) в нагретом состоянии.
Для устранения указанных недостатков предлагаемое устройство снабжено смонтированной в направляющих стола пресса кареткой с приводом, служащей для установки на ней щтамна, а также механизмом подачи заготовок в нагреватель, выполненным в виде
установленного соосно с нагревателем гидроцилиндра со ступенчатым штоком, на торце которого закреплен толкатель. Нагреватель установлен непосредственно над щтампом. Механизм подачи заготовок в нагреватель снабжен фиксатором, выполненным в виде закрепленных на щтоке гидроцилиндра с возможностью относительного перемещения клиньев, входящих в предусмотренное в ступенчатом штоке окно.
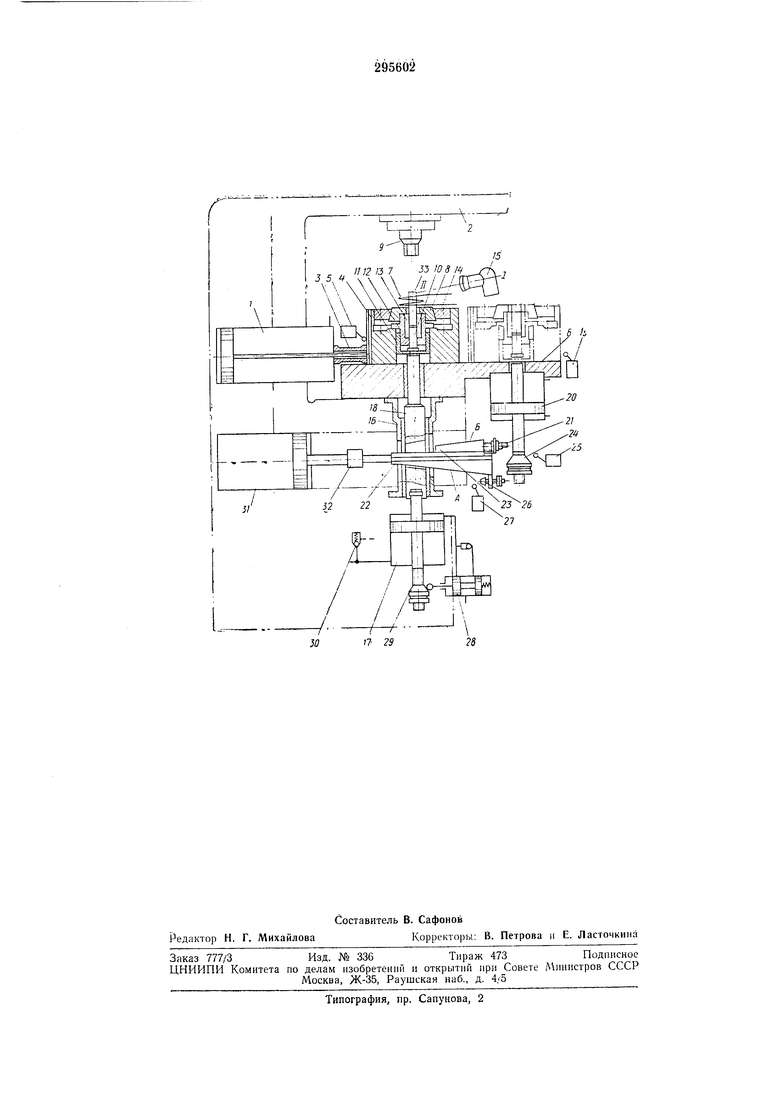
Ма чертеже схематично изображено предлагаемое устройство.
Цилиндр / перемещения каретки размещен на прессе 2 между его стойками. К нраво: 1у торцу цилиндра кренится унор 3. Шток цилиндра жестко связан с кареткой 4. Концевой выключатель 3 установлен на плите 6, которая кренится к столу пресса 2. Каретка 4 размещена на плите 6. Индуктор 7 расположен над матрицей 8 и последовательно соединен с трансформатором напряжения и генератором, которые находятся рядом с прессом 2 (на чертеже не показаны). Пуансон 9 крепится в ползуне пресса 2. Упор 10 вставлен по неподвижной посадке в стакан //, а по подвижной - в корпус матрицы 12 и твердосплавпую вставку 13. Матрица 8 установлена по подвижной посадке на корпусе матрицы 12. .Стакан 11 и обойма 14 вставлены но подвижной посадке в каретку 4. Корпус матрицы 12 своим заплечиком опирается на внутреинюю поверхиость каретки. Прибор 15 контроля температуры кренится к кронштейну (на чертеже не показан), а тот, в свою очередь, закреплен на плите 6. Кронштейн 16 укреплен на нижней части плиты 6. Шток цилиндра 17 подачи жестко связан со ступенчатым штоком 18. Большая ступень штока 18 по подвижной носадке соединена с кронштейном 16, а его малая ступень - с плитой 6. Концевой выключа- ю тель 19 крепится на плите 6, а снизу ее укреплен цилиндр-выталкиватель 20. Шейка регулирующего винта 21 помешена в паз клина 22 перемещения, а своей резьбовой частью он соединен с клином 23 фиксации. Регулируе- is мый унор 24 кренится на штоке цилиндравыталкивателя 20 и взаимодействует с концевым выключателем 25, который, в свою очередь, закреплен на кронштейне, размещенном внизу плиты 6. Регулируемый уиор 26 распо- 20 ложен на клине 22. Концевой выключатель 27 закреплен на кронштейне, который крепится к кронштейну 16. Тормозной золотник 28 находится на трубе магистрали управления цнлиндром 17, на конце штока которого закреп- 25 лен регулируемый унор 29. Клин фиксации на катете имеет направляющую, которая номещена в направляющую катета клина перемещения. Предохранительный кланан 30 укреп. лен на трубе магистрали управления цилин- 30 дром 17. Клин 22 перемещения расположен в направляющих, которые кренятся к нилшей части плиты 6. Цилиндр перемещения клина крепится посредством кронштейна к нижней стороне плиты 6. Шток цилиндра 31 жестко 35 связан с перемещающимся клином 22 через муфту 32. Работа пресса осуществляется по следующему автоматическому циклу. Па позиции / загрузки и выгрузки заготов- 40 ка 33 подается до унора 10 через матрицу 8, которая закреплена в каретке 4 и устанавливается заподлицо с ней. Цилиндр неремещения каретки нодает каретку 4 на позицию // нагрева и деформирования до упора 3 и своей 45 левой частью (торцом) каретка 4 взаимодействует с выключателем 5, который подает сигнал на подъем заготовки в индуктор 7 и одновременно включает генератор. Подъем заготовки осуществляется цилиндром подачи че- 50 рез ступенчатый шток 18, а он, в свою очередь, несет стакан 11 и унор 10. Требуемая величина нодъема заготовки достигается взаимодействием упора 29, укрепленного на другом конце щтока цилиндра 17 55 подачи и тормозным золотником 28. Пндуктор 7 нагревает заготовку до необходимой температуры, после чего прибор 15 отключает генератор. ОднОВременно подается команда на цилиндр 5/, шток которого через муфту 32 60 связан с неремеш.ающимся 22 и фиксируюшим 23 клиньями. Он втягивает их в OKiio ступенчатого штока 18, онуская таким образом заготовку на нозицию высадкн. Клинья 2 и 22 предварительно настраиваются на требуемую длину винтом 21. Регулирование клиньев 23 и 22 относительно друг друга осуществляют но направляюш,им их катетов. Плоскость А клина 22, соприкасаясь с нижней наклонной плоскостью окна стунепчатого штока 18, опускает его до момента соприкосновения плоскости В клина 23 с верхней наклонной поверхностью окна штока конце хода клиньев 23 и 22 регулируемый унор 26, укрепленный на хвостовой части клина 22, взаимодействует с выключателем 27, который приводит в действие пуансон 9. Происходит процесс деформирования заготовки (высадки). После этого цилиндры 1, 31 п 17 возвращают соответственно каретку 4 с готовы.м изделием, клинья 23 и 22, а также шток 18 в исходное положение. Придя в исходное положение, каретка 4 своей правой торцовой частью взаимодействует с выключателем 19, включающим цилиндр-выталкиватель 20, на конце штока которого укренлен унор 24, и через стакан 11 упором 10 выталкивается готовое изделие (высаженный титановый болт) из матрицы S. В конце рабочего хода цилиндра-выталкивателя 20 нроисходит взаимодействие унора 24 с выключателем 25, который возвращает в исходное ноложенне шток цилиндра-выталкивателя 20. Каретка 4 готова к приему новой заготовки. Клапан 30 защищает рабочую магистраль цилиндра 17 подачи заготовки от нерегрузок. Затем рабочий цикл автоматически повторяется. Предмет изобретения 1. Устройство для высадки болтов, содержащее стол, нагреватель и выталкиватель, отличающееся тем, что, с целью иовыщенпя качества болтов при высадке из титана н титановых сплавов, нагреватель установлен над штампом, а устройство снабжено механизмам подачи заготовок в нагреватель, выполненным в виде установленного соосно с нагревателем гидроцилнндра со щтоком, на торце которого закреплен толкатель, а также смонтированной в нанравляющих стола кареткой с приводом. служащей для установки щтампа. 2. Устройство но н. 1, отличающееся тем, что механизм подачи заготовок в нагреватель снабжен фнксатором, выполненным в виде закрепленных на штоке гидроцилиндра с возможностью относительного неремещения клиньев, входящих в предусмотренное на штоке окно.
, , 7 33 lOS п J 5, , ч X / / / / г/5
2&
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| МЕХАНИЧЕСКАЯ РУКА | 1969 |
|
SU244849A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКА НА ЗАГОТОВКИ | 1966 |
|
SU183715A1 |
| Устройство для высадки | 1984 |
|
SU1224077A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| МЕХАНИЗМ НАГРЕВА | 1973 |
|
SU366024A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Устройство для высадки на универсальном прессе | 1986 |
|
SU1340874A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |