Известна установка для нанесения огнеупорного покрытия на вЫПлавляемые модели. Огнеупорный материал, наносимый на модели, приводят в псевдоожиженное состояние продувкой его воздухом, подаваемым через отверстия в днище емкости с материалом.
Известная установка обеспечивает создание удовлетворительной нлотности «кипящего слоя и получение качественного покрытия, но не позволяет механизировать процессы удаления затвердевших отходов огнеупорного покрытия, образующихся от стекания с блоков огнеупорной суспензии, и возврата песка в емкость для повторного использования.
Предлагаемая установка отличается от известной тем, что она снабжена устройством для пневмотранспортирования огнеупорного материала из накопителя в рабочую емкость, соединенным с накопителем и рабочей емкостью запорными элемента.ми.
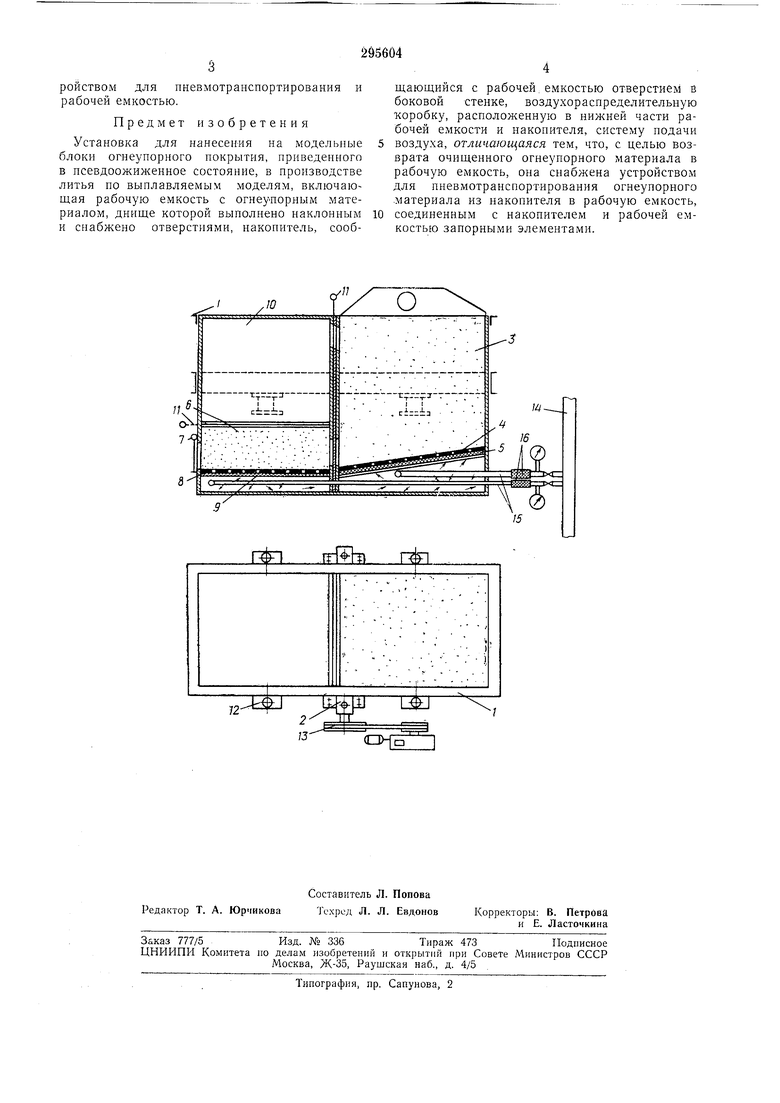
На чертеже изображена предлагаемая установка.
Она содержит раму /, на которой через эксцентричные полуоси 2 закреплены рабочая емкость 3, имеющая наклонное днище 4 с фильтром 5, и накопитель 6 (для сбора и удаления затвердевших отходов) с шибером 7, фильтром 8 и днищем 9.
песка в рабочую емкость, которое в данном случае выполнено в виде емкости 10, соединенной с накопителем и рабочей емкостью запорными элементами (шиберами) 1L Рама
опирается на амортизаторы 12 и приводится в колебательное движение при помощи привода 13, установлеппого па отдельном фундаменте.
Воздух подается от сети 14 через воздухоподводящие трубы 15 с компенсаторами 16. Установка работает следующим образом. Песок, предназначенный для нанесения на модельные блоки, засыпают в рабочую емкость до определенного уровня. Через воздухоподводящие трубы под наклонное днище рабочей емкости подают сжатый воздух, который прпводит песок в «кипящее состояние. Затем, включая привод, емкость прпводят в колебательное движение за счет эксцептричных полуосей. При этом достигается равномерное «кипение песка ири необходимой степени разжиженности, а затвердевшие отходы огнеупорного покрытия, образующиеся от стекания с блоков и сконцентрированные
на днище, при открытом шибере передмещаются в накопитель, увлекая за собой часть песка. Для перехода песка из накоиителя в устройство для пневмотранспортировапия и возвращения его для повторного использоваройством для пневмотранспортирования и рабочей емкостью. Предмет изобретения Установка для нанесения на модельные блоки огнеунорного покрытия, приведенного в псевдоожиженное состояние, в производстве литья по выплавляемым моделям, включающая рабочую емкость с огнеупорным материалом, днище которой выполнено наклонным и снабжено отверстиями, накопитель, сообщающийся с рабочей, емкостью отверстием в боковой стенке, воздухораспределительную коробку, расположенную в нижней части рабочей емкости и наконителя, систему подачи воздуха, отличающаяся тем, что, с целью возврата очищенного огнеупорного материала в рабочую емкость, она снабжена устройством для пневмотранспортирования огнеупорного .материала из накопителя в рабочую емкость, соединенным с накопителем и рабочей емкостью запорными элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обсыпки модельных блоков | 1976 |
|
SU596354A1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Установка для нанесения сыпучего огнеупорного материала на модельный блок | 1976 |
|
SU709242A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Способ изготовления оболочковых форм по выплавляемым моделям | 1990 |
|
SU1770032A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2647074C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ изготовления крупногабаритных форм по выплавляемым моделям | 1986 |
|
SU1419828A1 |
