Известны способы построчной обработки металлических листов строга.нием по программе «а копировально-строгальных станках, которые производят обработку по копирам. Копиры профилируются предварительно по данным аттестации каждого листа по двум координатам, учитываюш.им необходимое смещение резца в вертикальной плоскости н его необходимый поворот.
Недостатком такого станка является его малая производительност1, связанная с тем, что необходимо предварительно производить аттестацию листа, а потом изготовлять копир.
Целью предлагаемого способа является совмендение записи программы с процессом обработки. Это достигается тем, что смещение резца с одной строки обработки на другую соверп1ают в конце его рабочего хода, программу записывают с обрабатываемого листа при обратном ходе резда и обрабатывают ее при прямом ходе по тому же пути.
Предложенный способ поясняется чертежом.
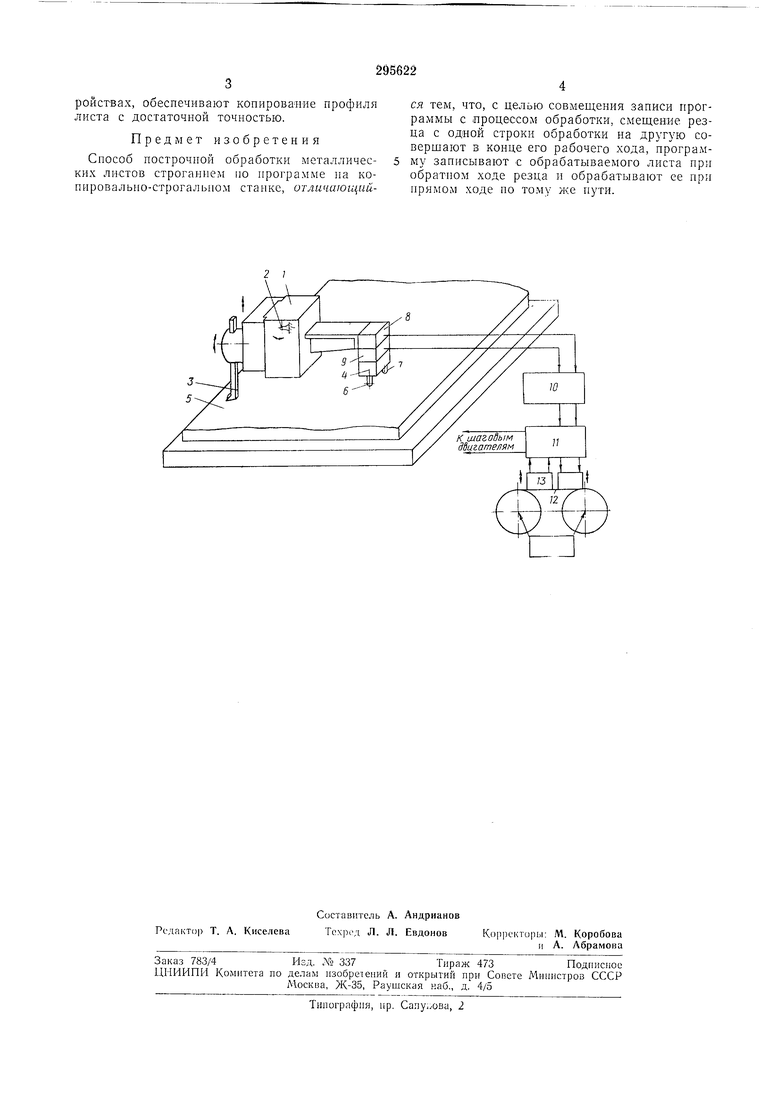
Па откидной резцедержавке 1, имеющей ось 2 поворота, рядом с резцом 5 установлен щуп 4, имеющий два наконечника, которые при повороте резцедержавки в конце рабочего хода устанавливаются так, что они касаются изделия 5 на щирине, равной щирине следующего прохода. Паконечник 6 фиксирует форму профиля в вертикальной плоскости, а наконечник 7 - форму профиля в плоскости, перпендикулярной движению стола. Смещения п этой плоскости приводят к повороту щупа с иакопечником 7. Паконечники 6 7 связаны с датчиками 8 и 9, например типа пндуксин, которые выдают сигналы в соответствии с перемещениями. Сигналы от датчиков попадают на формирователь 10 сигналов п далее через усилитель // записываются на магнитную ленту. перемен1ающуюся в этом случае со скоростью иротягивания, равной скорости обратного хода стола. Вращение катущек с магнитной лентой 12 может осуществляться как от самого
стола станка, так и от двухскоростного двигателя, осуществляющего протяжку с двумя скоростями синхронно с движением стола станка. При реверсе стола считывающая головка 13 передает сигналы через усилитель на
иснолннтельные органы, нанример щаговые двигатели, которые осуществляют смещение резца 3, независимо от щупа 4 через гидрокоиировальную снстему. Независимые от щупа перемещения резца по двум координатам могут осуществляться в том случае, если на резцедержавке будет установлена несущая резец каретка с двумя направляющими перемещеиия и поворота, приводимая в действие посредством гидроцилиндров. Обратпые связи,
ройствах, обеспечивают копирование профиля листа с достаточной точностью.
Предмет изобретения
Способ построчной обработки металлических листов строганием по программе ia копировальпо-строгальпом станке, отличающийся тем, что, с целью совмещения записи программы с процессом обработки, смещение резца с одной строки обработки на другую совершают в конце его рабочего хода, программу записывают с обрабатываемого листа при обратиом ходе резца и обрабатывают ее при прямом ходе по тому же пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ПОПЕРЕЧНО-СТРОГАЛЬНЫЙСТАНОК | 1969 |
|
SU245518A1 |
| ГИДРОКОПИРОВАЛЬНЬ[Й СУППОРТ | 1969 |
|
SU241198A1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| ДАТЧИК ПОЛОЖЕНИЯ | 1968 |
|
SU217503A1 |
| Резцедержавка гидрокопировального станка | 1983 |
|
SU1151424A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОГО СТАНКА | 1998 |
|
RU2131802C1 |
| Способ моделирования обработки пространственных поверхностей | 1985 |
|
SU1304991A1 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| Способ построчной обработки | 1977 |
|
SU709282A1 |
