Известны датчики положения, входящие в системы программного управления станками, в которых носителем программы является копир-кулачок, контактирующий с электроконтактным щупом. Основными недостатками известных устройств являются необходимость использования на каждой координате отдельного датчика, а также их недостаточная точность и надежность, обусловленная нестабильностью хода, необходимого для срабатывания контактов.
Предлагаемый датчик благодаря своему конструктивному выполнению может быть использован для точной установки стола станка с программным управлением в заранее заданное положение, с которого начинает отрабатываться программа, причем стол движется по двум координатам. Точность установки повышается, так как в таком устройстве она не зависит от погрещности срабатывания контактных пар.
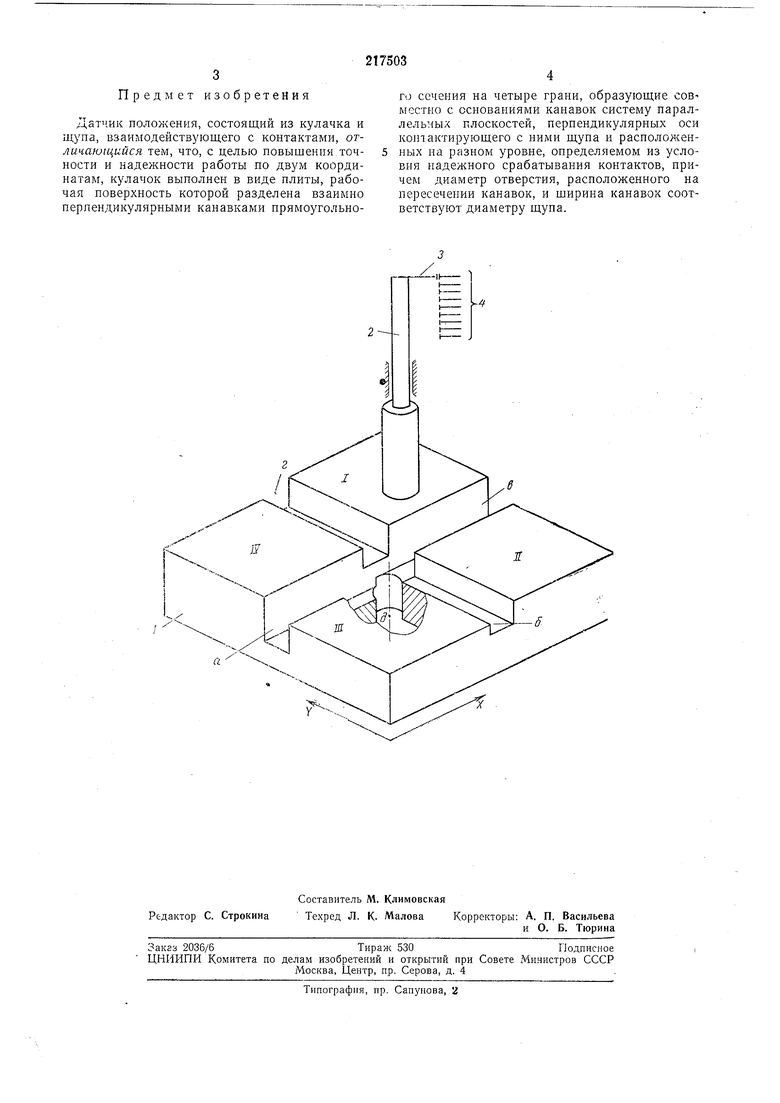
На чертел е изображен предлагаемый датчик.
Плита 1 разделена канавками а б, е и г на четыре квадранта I, II, HI, IV. Поверхности квадрантов, так же как основания канавок, расположены на различной высоте от основания плиты. В центре плиты выполнено калиброванное отверстие д. Номинальный диаметр его равен диаметру наконечника щупа 2.
Щуп подвижен в осевом направлении и несет на себе контакт 3, взаимодействующий при осевых перемещениях с любым из девяти контактов контактной группы 4. Установке стола станка с программным управлением в положение, с которого начинает отрабатываться программа, соответствует совмеи;еиие оси щупа с осью отверстия д. В момент начала работы нижняя торцовая поверхность щупа может контактировать с любой плоскостью четырех квадрантов и, что менее вероятно, с основанием любой канавки.
В положении, изображенном на чертеже, щуп контактирует с плоскостью квадранта I,
которому соответствует замыкание верхнего контакта контактной группы.
Благодаря определенному включению упомянутого контакта в систему управления подачами станка стол движется по двум координатам .Y и У в направлении отверстия. Это движение продолл ается до попадания щупа в одну из канавок. Тогда замыкается другой контакт, и движение к отверстию продолжается только по одной координате. Движение
прекращается при совмещении осей отверстия и щупа. В этом случае щуп западает в отверстие и замыкается нижний контакт, выключающий привод подач. Данная циклограмма верна для любого наПредмет изобретения
Датчик положения, состоящий из кулачка и щупа, взаимодействующего с контактами, отличающийся тем, что, с целью повышения точности и надежности работы по двум координатам, кулачок выполнен в виде плиты, рабочая поверхность которой разделена взаимно перпендикулярными канавками прямоугольного сечения на четыре грани, образующие сов местно с основаниями канавок систему параллельных плоскостей, перпендикулярных оси контактирующего с ними щупа и расположенных на разном уровне, определяемом из условия надежного срабатывания контактов, причем диаметр отверстия, расположенного на пересечении канавок, и щирина канавок соответствуют диаметру щупа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ПО ЗАДАННОЙ ПРОГРАММЕ | 1971 |
|
SU313321A1 |
| СПОСОБ КАЛИБРОВКИ 3D-ПРИНТЕРА | 2021 |
|
RU2798311C2 |
| Устройство контроля исходного положения координат режущих кромок инструмента на станках с программным управлением | 1980 |
|
SU872201A1 |
| Автоматическое устройство для проверки качества металлизации отверстий печатных плат | 1977 |
|
SU729498A1 |
| СПОСОБ СКАНИРОВАНИЯ ПОВЕРХНОСТЕЙ МОДЕЛИ НА СТАНКЕ С ЧПУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2399476C2 |
| АГРЕГАТ ДЛЯ ПОДАЧИ ТОВАРОВ В ПОДДОНАХ И ИМ ПОДОБНОЙ ТАРЕ ИЗ ПОДСОБНЫХ ПОМЕЩЕНИЙ В ТОРГОВЫЙ ЗАЛ | 1969 |
|
SU239848A1 |
| Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу) | 1983 |
|
SU1303372A1 |
| Устройство для снятия характеристик электромагнитного коммутационного аппарата | 1988 |
|
SU1561123A1 |
| Диагностическое устройство для испытания фрезерного станка с программным управлением | 1986 |
|
SU1328086A2 |
| МНОГОКООРДИНАТНАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКАМИ | 1967 |
|
SU204098A1 |
