Известно устройство для тепло-влажностной обработки железобетонных трубчатых изделий, Выполненное в виде герметичного теплоизолированного переносного колпака-камеры с излучателем переменного электромагнитного поля, смонтированным на внутренней поверхности.
Однако в известных устройствах затрачивается значительное количество энергии и времени для прогрева внутренних слоев бетона, бетон по толщине стенки прогревается неравномерно, возникают температурные градиенты и значительные температурно-влажностные деформации.
Цель изобретения - обеспечить равномерное распределение температуры по сечению железобетонных изделий, сократить время термообработки и улучшить качество.
Достигается это тем, что излучатель переменного электромагнитного поля выполнен с отдельными электромагнитными обмотками, смонтированными на электропроводном каркасе и соединенными по различным схемам, переключаемым а1втоматически при помощи программ1ных регуляторов.
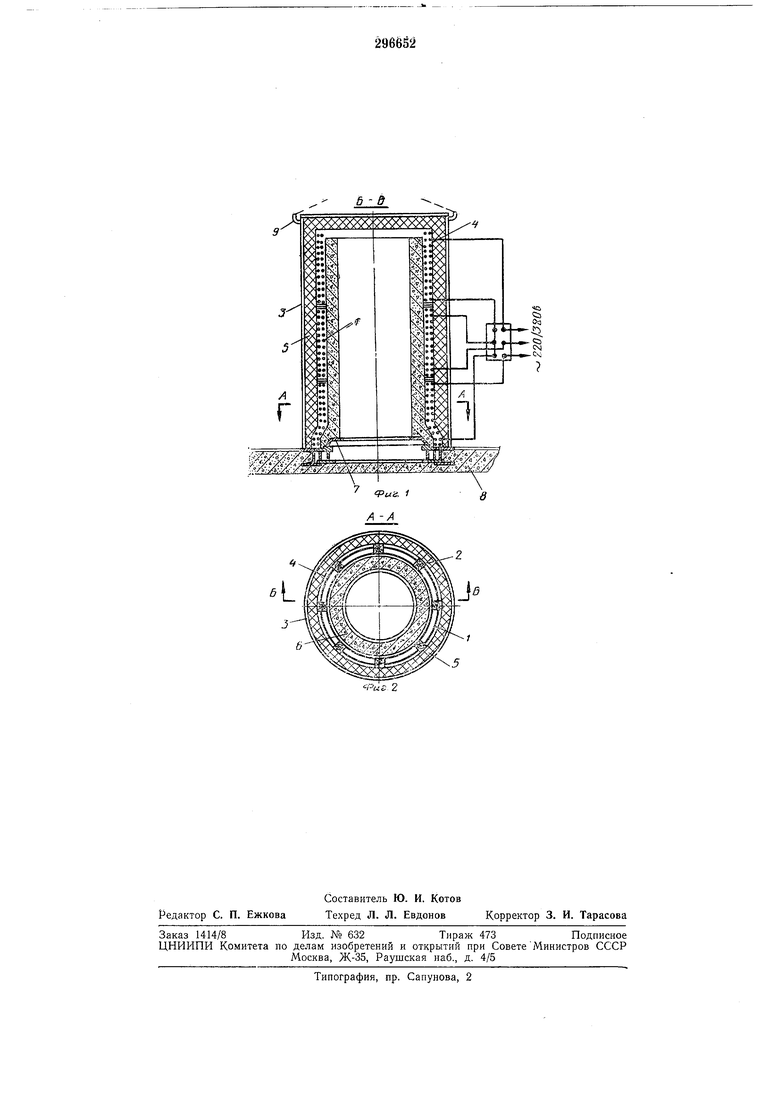
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - разрез по А-А.
щего из электромагнитных обмоток, смонтированных на электропроводном каркасе 2 колпака-камеры 3. Колпак-камера выполнена в виде герметичного устройства с двойными влагонепроницаемыми стенками 4 из неферромагнитного материала, между которыми расположена теплоизоляция 5 расчетной толщины. После формования железобетонное трубчатое изделие 6 на металлическом поддоне 7 устанавливается в вертикальном положении на основание- стенд термообработки 8.
Устройство работает следующим образом. При помощи монтажных петель 9 колпак-камера устанавливается поверх подготовленного к термообработке изделия. Излучатель электромагнитного поля подключается к источнику тока промышленной частоты с напряжением 220/380 в без промежуточных трансформаций.
При прохождении тока по виткам электромагнитных обмоток основной магнитный ноток проходит через ферромагнитные арматуру и форму (опалубку) нагреваемого железобетонного изделия. В случае применения технологии формования изделий с немедленной распалубкой магнитный ток проходит только по арматуре. В результате воздействия электромагнитнотоков происходит нагрев арматуры (изнутри изделия) и опалубки (снаружи изделия) и последующая -передача тепла массе бетона кондуктивно (теплопроводность). Достижение необходимых режимных параметров процесса тепло-влажностной обработки осуществляется переключением основных и вспомогательных электромагнитных обмоток по различным схемам.
Как было установлено опытной проверкой, температурное поле в бетоне в период подъема устанавливается относительно равномерным, с перепадом температуры по толщине стенки трубчатого изделия, не превыи ающим 3-5° С, и В период изотермической обработки 2-3° С.
Перепад температуры между арматурой и бетоном не превыщает 1-3°С. Температура центральных слоев бетона на 1-5° С выще, чем периферийных, а температура поверхностного слоя выше температуры окружающей среды в камере ,на 3-6° С. Поэтому образование конденсата на стенках трубчатых изделий не происходит, а поток влаги направлен в течение всего процесса изнутри наружу изделия. Таким образом, создаются благоприятные («мягкие) тепло-влажностные условия для внутреннего и внешнего тепло- н влагообмена. При этом относительная влажность среды внутри колпака-камеры составляет 84- 96%.
Равномерное распределение температуры в объеме железобетонной трубы способствует равномерности и одновременности протекания химических реакций гидратации как во внутренних, так и в поверхностных слоях бетона.
Это позволяет интенсифицировать нагрез бетона без опасения образования значительных перепадов температуры и влагосодержания.
Небольшие перепады температуры по толщине материала исключают отрицательное влияние на твердеющую бетонную смесь ряда факторов, создаваемых объемнонапряженным состоянием в железобетонном изделии и действием влаги (направленная сообщающаяся пористость, увеличение эффективных радиусов капилляров, образование микротрещин), что характерно для паротеплового метода термообработки.
Исключение температурно-влажностной деструкции в процессе нагрева твердеющего бетона позволяет улучшить его структурно-механические свойства: прочность, водонепроницаемость, морозостойкость, агрессивостойкость.
Предмет изобретения
Устройство для тепловлажностной обработки железобетонных трубчатых изделий, выполненное в виде герметичного теплоизолированного переносного колпака-камеры с излучателем переменного электромагнитного поля, смонтированным на 1внутренней поверхности, отличающееся тем, что, с целью обеспечения равномерного распределения температуры по сечению железобетонных изделий, сокращения времени термообработки и улучшения качества, излучатель переменного электромагнитного поля выполнен с отдельными электромагнитными обмотками, смонтированными на электропроводном каркасе и соединенными по различным схемам, переключаемым автоматически при помощи программных регуляторов.
6 -б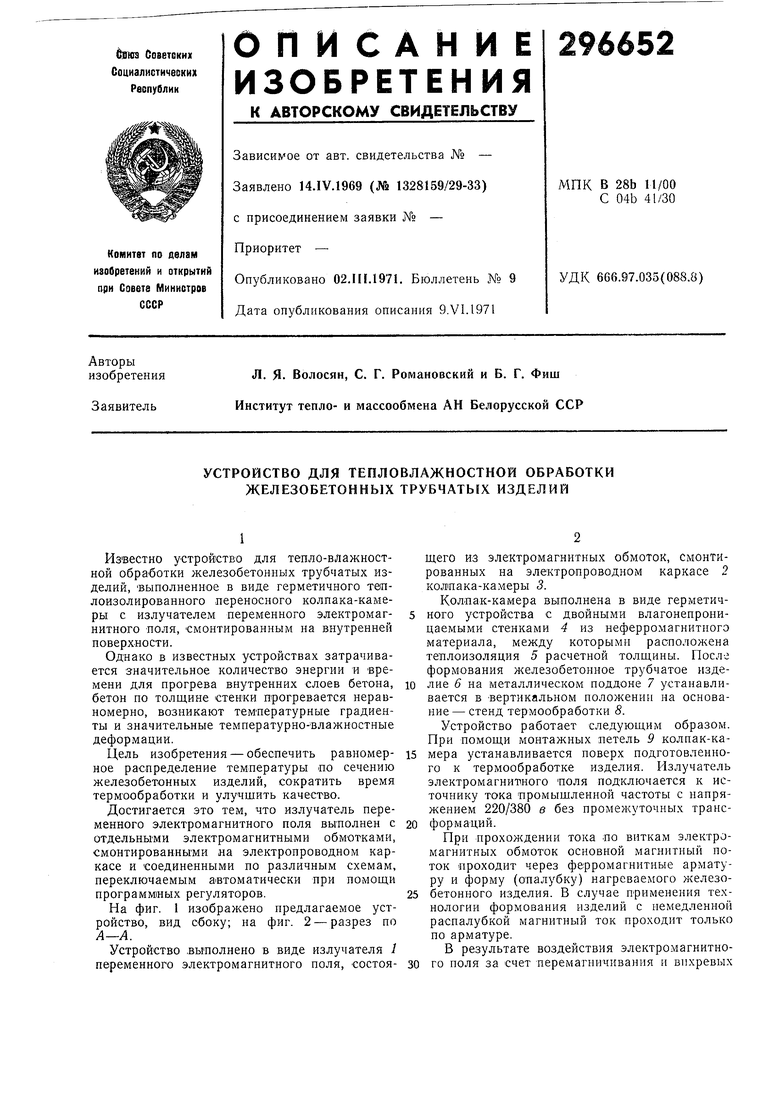
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ПОЛЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU403650A1 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТБ1Х ИЗДЕЛИЙ | 1972 |
|
SU435217A1 |
| Способ термообработки изделий вэлЕКТРОМАгНиТНОМ КОНТуРЕ | 1978 |
|
SU848930A1 |
| Многоярусная тоннельная установка для термообработки капиллярно-пористых материалов | 1977 |
|
SU644752A1 |
| Устройство для тепловой обработки строительных конструкций | 1973 |
|
SU537057A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРЕВА ГОРИЗОНТАЛЬНЫХ МОНОЛИТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2022 |
|
RU2810344C1 |
| УСТРОЙСТВО для БАРОТЕРМООБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1972 |
|
SU355130A1 |
| Способ термообработки бетонных изделий | 1980 |
|
SU983120A1 |
| Карусельно-конвейерная установка для изготовления железобетонных колец | 1981 |
|
SU992190A1 |
| Способ термообработки железобетонных изделий и конструкций | 1977 |
|
SU608794A1 |