Изобретение относится к области электротермии.
Известен способ изготовления футеровки высокотемпературных индукционных печей путем набивки огнеупорного материала между индуктором, залитым в бетон, и металлическим стержнем с последующей сушкой в печи.
При изготовлении футеровки для высокотемпературных печей применение вяжущих веществ в огнеупорных материалах является недопустимым, так как при нагреве заготовок до 2300°С они понижают огнеупорные и служебные свойства футеровки.
Для работы при столь высоких температурах в качестве футеровки индукционных печей может быть использована набивная масса из двуокиси циркония. Однако в этом случае осуществлять сушку известным способом недопустимо, так как отсутствие вяжущих веществ и наличие лишь временной органической связки при-водит после ее выгорания к потере прочности футеровки.
В описываемом способе, с целью получения прочного рабочего слоя из масс повышенной частоты и не содержащих вяжущих веществ, сушку массы и формирование рабочего слоя футеровки осуществляют нагревом металлического стержня, применяющегося в качестве элемента опалубки, за счет подачи напряжения на индуктор до температуры в период
сущки 200-500°С, а в период формирования рабочего слоя - не менее 800°С.
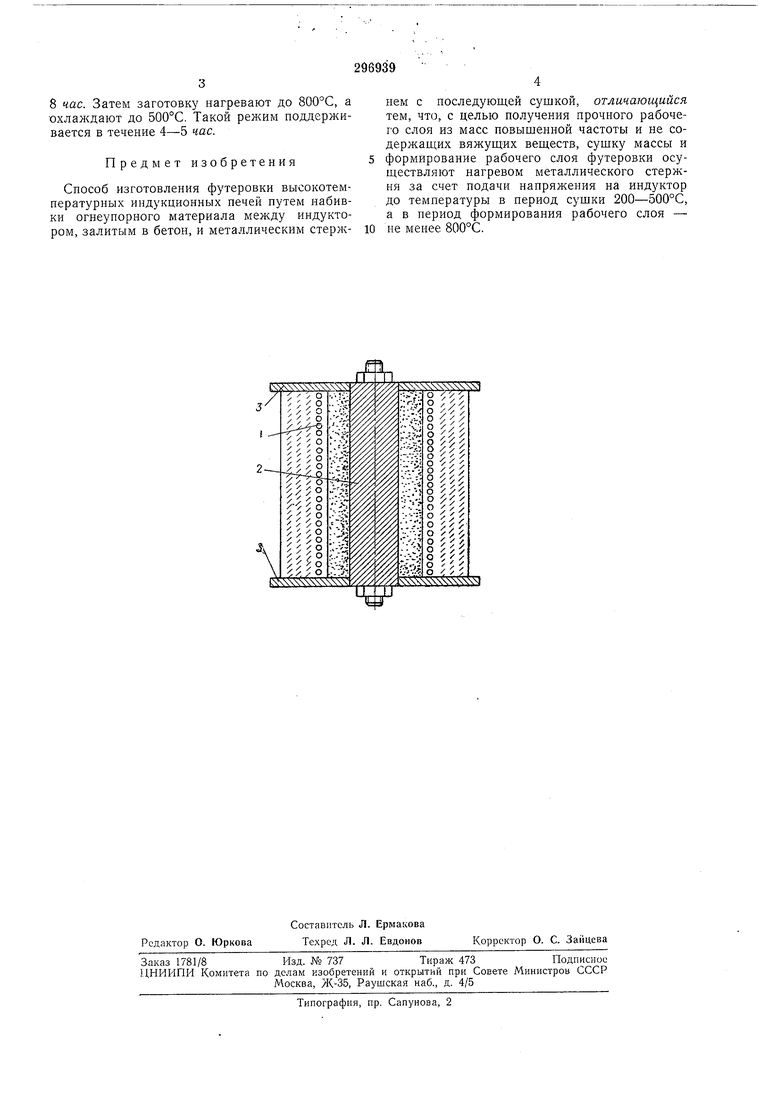
На чертеже представлен предлагаемый индукционный нагреватель с опалубкой для его
изготовления.
Изготовление футеровки индукционного нагревателя осуществляют следующим образом. Индуктор I предварительно помещают в опалубку, содержащую металлический стержень
2 с плитами 3, а заформовывают обычно жаростойким бетоном известного состава. Толщина слоя бетона выходит внутрь индуктора на 7-10 мм. Затем опалубку разбирают, производят сушку бетона известным способом и
набивку огнеупорной массы путем трамбовки между индуктором, залитым бетоном, и металлическим стержнем 2.
По окончании набивки опалубку разбирают и подают напряжение на индуктор, и за
счет разогрева металлического стержня осуществляется сушка и формирование рабочего слоя футеровки. В случае удаления металлического стержня внутрь индуктора помещают металлическую заготовку, при нагреве которой осуществляют сушку огнеупорной массы и формирование рабочего слоя.
8 час. Затем заготовку нагревают до 800°С, а охлаладают до 500°С. Такой релшм поддерживается в течение 4-5 час.
Предмет изобретения
Способ изготовления футеровки высокотемпературных индукционных печей путем набивки огнеупорного материала между индуктором, залитым в бетон, и металлическим стержнем с последующей сушкой, отличающийся тем, что, с целью получения прочного рабочего слоя из масс повышенной частоты и не содержащих вяжущих веществ, сушку массы и
формирование рабочего слоя футеровки осуществляют нагревом металлического стержня за счет подачи напряжения на индуктор до температуры в период сушки 200-500°С, а в период формирования рабочего слоя -
не менее 800°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления футеровки индукционных печей | 1972 |
|
SU578548A1 |
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1987 |
|
SU1483223A1 |
| Двухслойная футеровка плавильной камеры | 1989 |
|
SU1648933A1 |
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1991 |
|
SU1822490A3 |
| Способ получения саморастекающейся высокоглинозёмистой керамобетонной массы | 2024 |
|
RU2841433C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО ТИГЛЯ | 2003 |
|
RU2246670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОГНЕУПОРНОЙ МАССЫ (ВАРИАНТЫ) | 2007 |
|
RU2348595C2 |
| Способ изготовления футеровки плавильных каналов индукционных печей | 1981 |
|
SU1015226A1 |
| Плавильная камера для выплавки аморфных и прецизионных сплавов | 1989 |
|
SU1709168A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУХОЙ ОГНЕУПОРНОЙ КЕРАМОБЕТОННОЙ МАССЫ ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ, ПРЕИМУЩЕСТВЕННО, В ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2005 |
|
RU2303582C2 |
