При электродуговой сварке для получения сварного шва хорошего качества необходимо перед началом сварки продуть заш итным газом систему питания сварочной головки, т. е. удалить из системы воздух, во время сварки бесперебойно подавать газ в зону сварки, а после окончания сварки продолжать его подачу в течение некоторого времени для заш,иты остываюш,его участка сварного шва.
В настоящее время в сварочных аппаратах, предназначенных для злектродуговой сварки, применяются устройства, содержащие резервуары-накопители с входным и выходным отверстиями и реле времени.
К резервуару-накопителю предложенного устройства, входное и выходное отверстия которого задросселированы, подсоединяется пневматическое реле давления. Это позволяет при подаче защитного газа в резервуар-накопитель обеспечить продувку, так как до тех пор, пока давление в резервуаре не достигнет величины, при которой сработает пневматическое реле давления, газ будет поступать в горелку, но начинать сварку будет нельзя.
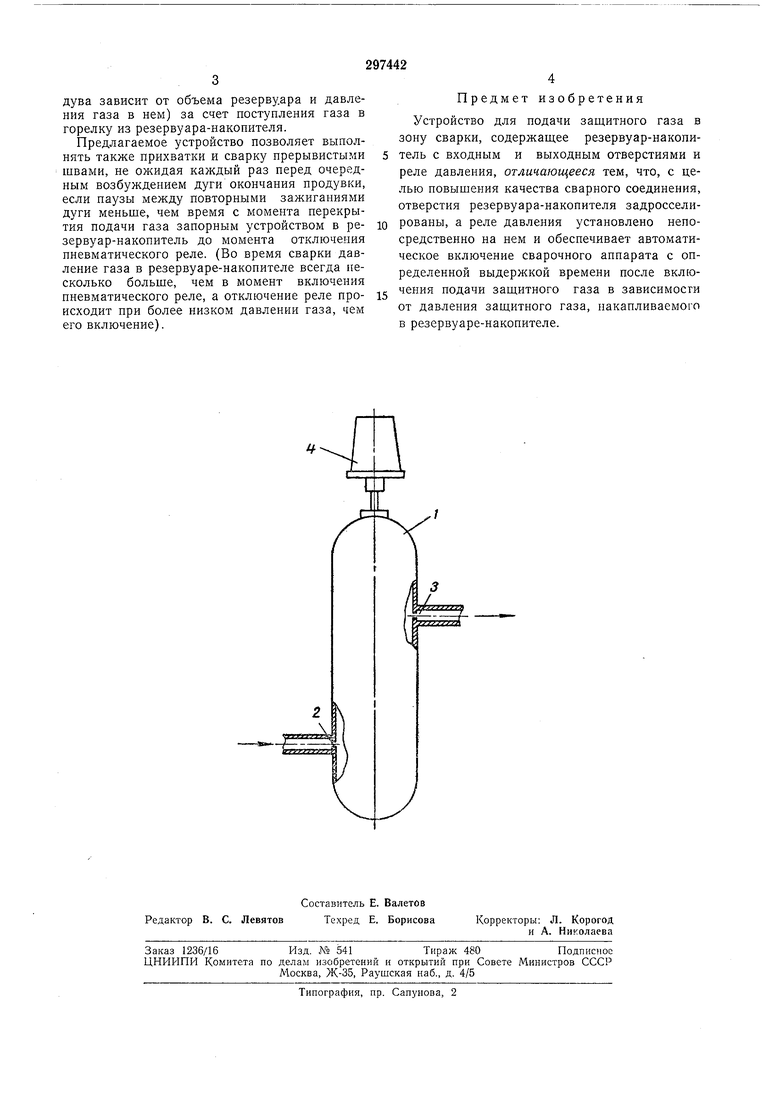
Предлагаемое устройство изображено на чертеже.
(например, электрогазового клапана) газ из баллона или цеховой магистрали через резервуар-накопитель подается в сварочную горелку. Происходит продувка газовой системы. Время продувки зависит от величины давления газа, под которым он поступает в резервуар-накопитель, и от настройки пневматического реле давления. Поскольку входное и выходное отверстия у резервуара-накопителя задросселированы, то давление газа в нем нарастает и уменьшается (при перекрытии запорного устройства) сравнительно медленно. При достижении в резервуаре-накопителе определенной величины давления газа срабатывает пневматическое реле давления и замыкает свой нормально открытый контакт, который включает, в свою очередь, силовой контактор сварочной цепи. Касанием электрода об изделие возбуждается дуга, и начинается
процесс сварки. (Пневматическое реле давления может быть отрегулировано на различные давления газа, при которых оно срабатывает). При окончании сварки электрическая схема сварочного аппарата должна обеспечивать одновременное выключение запорного устройства (электрогазового клапана) и силового контактора сварочной цепи, а обдув остывающего участка сварного шва при этом происходува зависит от объема резервуара и давления газа в нем) за счет поступления газа в горелку из резервуара-накопителя.
Предлагаемое устройство позволяет выполнять также прихватки и сварку прерывистыми швами, пе ожидая каждый раз перед очередным возбуждением дуги окончания продувки, если паузы между повторными зажиганиями дуги меньше, чем время с момента перекрытия подачи газа запорным устройством в резервуар-накопитель до момента отключения пневматического реле. (Во время сварки давление газа в резервуаре-накопителе всегда несколько больше, чем в момент включения пневматического реле, а отключение реле происходит при более низком давлении газа, чем его включение).
Предмет изобретения
Устройство для подачи защитного газа в зону сварки, содержаш,ее резервуар-накопитель с входным и выходным отверстиями и реле давления, отличающееся тем, что, с целью повышения качества сварного соединения, отверстия резервуара-накопителя задросселированы, а реле давления установлено непосредственно на нем и обеспечивает автоматическое включение сварочного аппарата с определенной выдержкой времени после включения подачи защитного газа в зависимости от давления защитного газа, накапливаемого в резервуаре-накопителе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ВКЛЮЧЕНИЯ И ОТКЛЮЧЕНИЯ ПОДАЧИ ЗАЩИТНЫХ ГАЗОВ | 1965 |
|
SU174742A1 |
| Устройство для включения подачи защитного газа и сварочного аппарата | 1982 |
|
SU1134329A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАЩИТНОГО ГАЗА В ЗОНУ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU310755A1 |
| ЭЛЕКТРИЧЕСКАЯ СХЕМА УПРАВЛЕНИЯ ПОЛУАВТОМАТА ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1966 |
|
SU180276A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ (ВАРИАНТЫ) | 1998 |
|
RU2176946C2 |
| ОТСЕКАТЕЛЬ ГАЗА | 1993 |
|
RU2049619C1 |
| Устройство для регулирования подачи защитного газа в зону сварки | 1978 |
|
SU667354A1 |
| ПАТЕНТНО- •! л^^ | 1970 |
|
SU271684A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ СТБ1КОВ ТРУБ | 1971 |
|
SU315536A1 |
| СПОСОБ ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ | 2015 |
|
RU2669668C2 |
