Известно устройство для подачи защитного газа в зону сварочной дуги, содержащее последовательно связанные между собой редуктор, электрогазовый клапан, предохранительный клапан с регул ируемым дросселем и ротаметр. Однако такое устройство не позволяет надежно предотвращать удар защитного газа ,в момент включения элекгрогазового клапана.
Предложенное устройство отличается от известного тем, что его предохранительный клаиаи выполнен в виде подиружиневного цилиндрического поршня с глухим дном со стороны нодвода газа, имеющего на наружной поверхности кольцевую проточку, соединенную с каналом выхода газа к ротаметру. Причем на наружной поверхности порщ1ня от края глухого дна и до кольцевой проточки выполнены пазы переменного сечения с увеличением в сторону 151)1хода газа.
Это позволяет поддержввать постоянный расход защитного газа и надежно предотвращать удар защитного газа в начальный момент сварки.
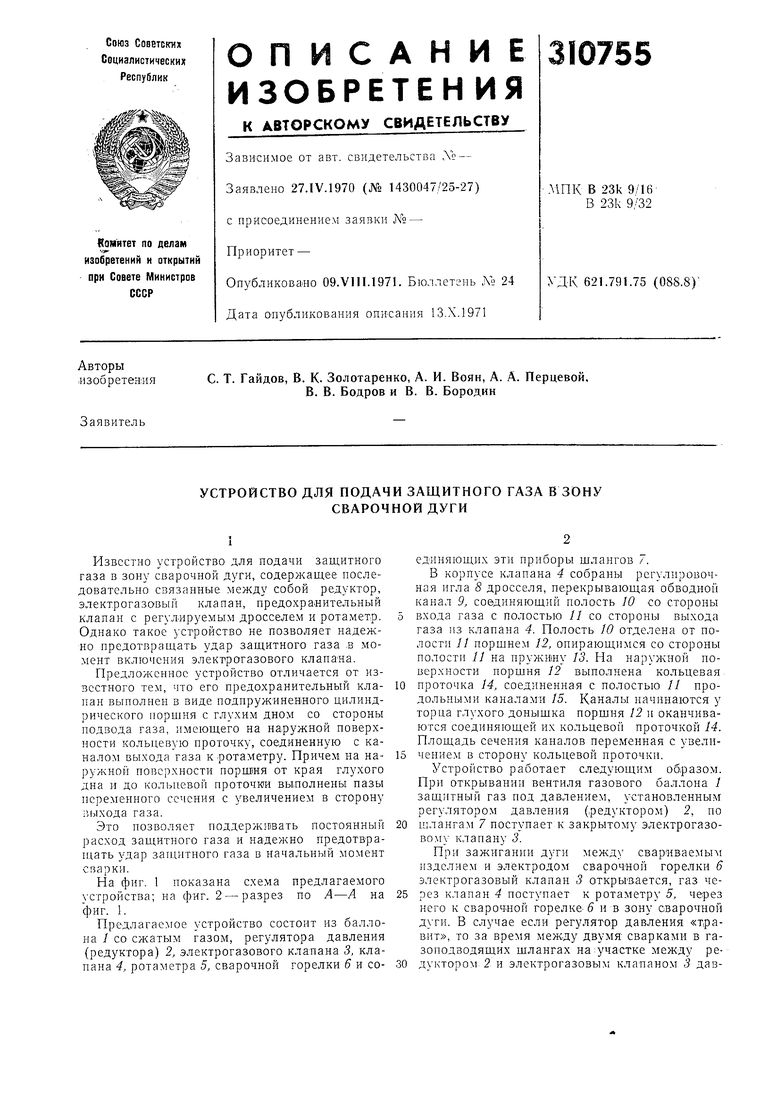
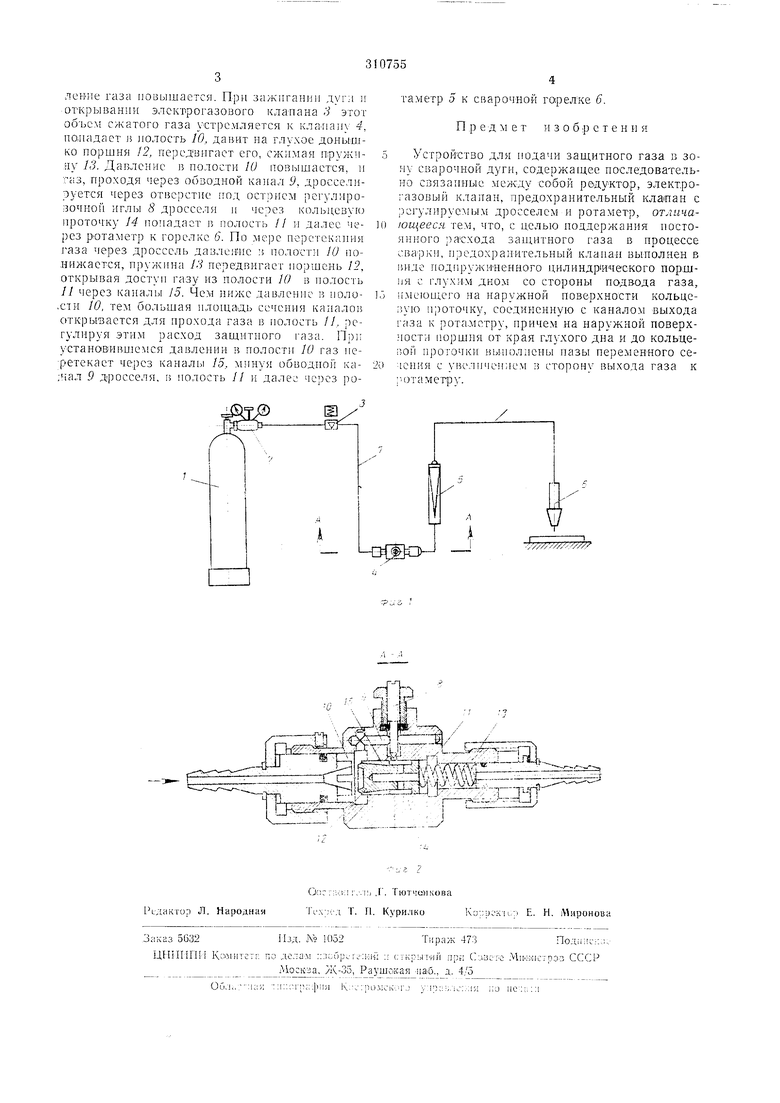
На фиг. 1 показана схема предлагаемого устройства; на фиг. 2 - разрез по А-А на фиг. 1.
Предлагаемое устройство состоит из баллона 1 со сжатым газом, регулятора давления (редуктора) 2, электрогазового клапана 3, клапана 4, ротаметра 5, сварочной горелки 6 и соединяющих эти приборы щлангов 7.
В корпусе клапана 4 собраны регулировочная игла 8 дросселя, перекрывающая обводной канал 9, соединяющий полость 10 со стороны входа газа с полостью 11 со стороны выхода газа из клапана 4. Полость 10 отделена от полости // поршнем 12, опирающимся со стороны полости 11 на пружи1ну 13. На наружной иоверхпости поршня 12 выполнена кольцевая проточка 14, соединенная с полостью 11 продольными каналами 15. Каналы начинаются у торца глухого донышка порщня 12 и оканчиваются соединяющей их кольцевой проточкой 14. Площадь сечения каналов переменная с увеличением в сторону кольцевой проточки.
Устройство работает следующим образом. При открывании вентиля газового баллона / защитный газ под давлением, установленным регулятором давления (редуктором) 2, по шлангам 7 поступает к закрытому электрогазовому клапану 3.
При зажигании дуги между свариваемым изделием и электродом сварочной горелки 6 электрогазовый клапан 3 открывается, газ через клапан 4 поступает к ротаметру 5, через него к сварочной горелке 6 и в зону сварочной дуги. В случае если регулятор давления «травпт, то за время между двумя сварками в газоподводящих шлангах на:участке между редуктором 2 и электрогазовым клапаном 3 давленпе газа повышается. При зажигании дуги и открывании элсклрогазового клапана 3 этот объем сжатого газа устремляется к 4, по,иадает п лолость 10, давит на глухое донышко поршня 2, переДБНгает его, сжимая пружину 13, Давление Б полости 10 пов15пластся, и газ, проходя через обводной канал 9, дросселируется через отве|5стие под острием рсгулирозочной иглы 8 дросселя и через кольцевук; проточку 14 попадает в полость // п далее через ротамет) к горелке 6. По мере иеретекания газа через дроссель давлеиие ., полости 10 понижается, пружина 13 передвигает поршень 12, открывая доступ газу из нолости 10 в полость II через каналы 15. Чем давление в иоло.сти 10, тем большая илошадь сечения каналов открывается для прохода газа в полость //, регулируя этим расход защитного i-аза. П;); установ ившемся давлении в нолости 10 газ иеретекает через каналы 15, минуя обводной ка;нал 9 дросселя, is полость // и далее че;)ез ротаметр 5 к сварочной горел ке 6.
П р е д м е т изобретен н я
Устройство для подачи заш,итного газа в зону сварочной дугн, содержащее носледовательпо С;зязаиные между собой редуктор, электрогазовый клапан, предохранительный кла1пан с ;;1егулируемым д 1осселем н ротаметр, отличающееся тем, что, с целью поддержания постоянного расхода заихитного газа в процессе сварки, предохранительный кланац выполнен в иодпружнненного цилиндрического поршня с глухим дном со стороны подвода газа, имеюплсго на наружной поверхности кольце;,ую проточку, соединенную с каналом выхода газа к рота.мстру, причем на наружной поверх;1ости иоршня ОТ края глухого дна и до колЬЦегюй ироточки вы-иолиены пазы переменного сечения с увеличением в сторону выхода газа к ;:отаметр).