Известен способ двухдуговой сварки, преимупдествеННо труб большого диаметра, при котором заварку кратера осуществляют путем отключения одной из дуг и снижения скорости сварки. Однако при таком способе имеется опасность прожога при избыточном уменьшении скорости сварки или ухудшение геометрии шва при недостаточном уменьшении скорости сварки.
Предлагаемый способ отличается тем. что увеличивают напряжение питания другой дуги, осуществляющей заварку кратера, приблизительно на 25э/оЭто позволяет улучшить геометрию сварного шва на участке заварки кратера при отключении одной из дуг.
Для исключения сужения сварного шва при переходе процесса двухдуговой сварки з режим заварки кратера отключение одной из луг осуществляют с задержкой по отношению к снижению скорости сварки.
На
чертеже схематично
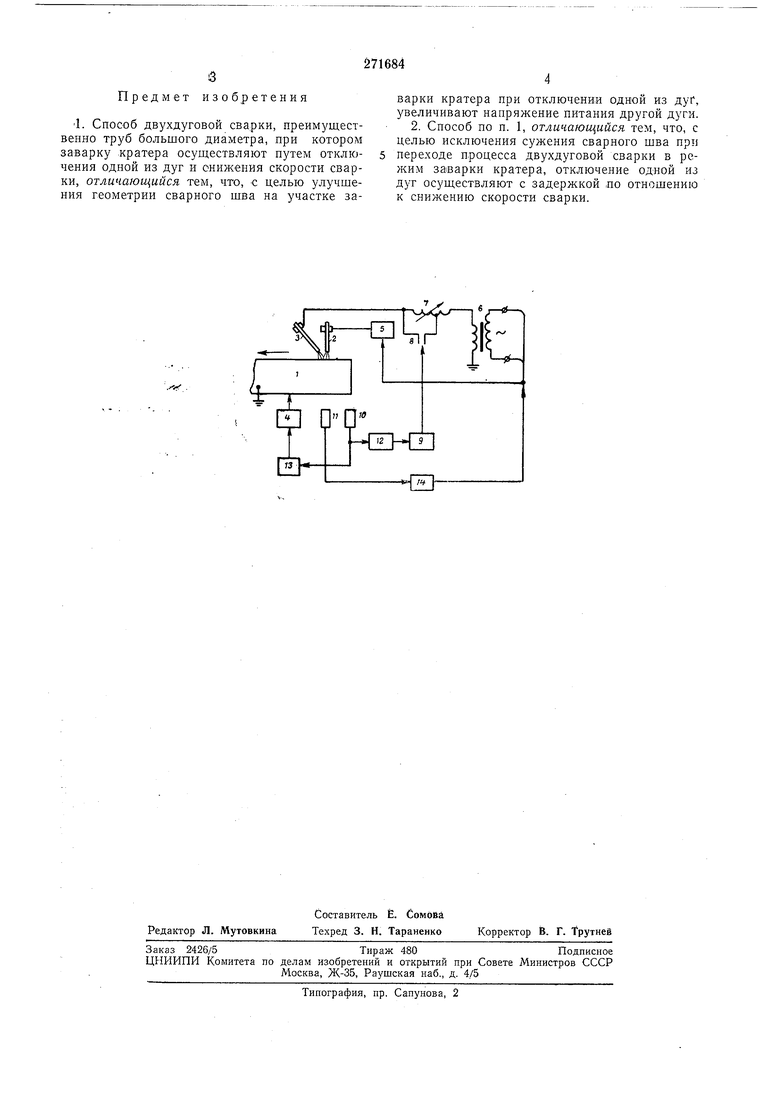
изооражено устifl/ройство, предназначенное для реализации предлагаемого способа, где 1 - свариваемая труба, 2 и 3 - сварочные дуги, 4 - механизм перемещения трубы, 5 и 6 - источники питания сварочных дуг, 7 - дроссель, 8-нормально разомкнутые контакты контактора 9, 10 и 11 - датчики положения торцовой кромки трубы, 12 - реле времени, 13 - узел управления механизмом перемещения трубы, 14 - узел управления сварочным трансформатором.
Работа устройства осуществляется следующим образом. При срабатывании датчика 10 от торцовой кромки трубы /, перемещающейся в процессе ее сварки дугами 2 и 3, подается команда на узел 13, узел 13, действуя на привод механизма 4, снил-сает скорость движения трубы и тем самым скорость сварки. Одновременно сигнал с датчика 10 воздействует на реле времени 12. По истечении выдержки времени около 0,5 сек реле времени подает команду на отключение привода подачи проволоки (на чертеже не показан) в дугу 2 и тем самым на отключение дуги, а также на включение катушки контактора. Контактор своим нормально разомкнутым контактом 8 шунтирует часть витков дросселя, уменьшая
падение напряжения на дросселе и тем самым увеличивая напряжение питания дуги 3, осуществляющей заварку кратера. По окончании заварки кратера датчик //, воздействуя на узел 14, подает сигнал на отключение
источников питания обеих дуг.
При использовании источника напрял ения с дросселем насыщения или подмагничиваемым трансформатором в момент начала заварки кратера напрял ение дуги увеличивают
Предмет изобретения
I. Способ двухдуговой сварки, преимущественно труб большого диаметра, при котором заварку кратера осуществляют путем отключения одной из дуг и снижения скорости сварки, отличающийся тем, что, с целью улучшения геометрии сварного щва на участке заварки кратера при отключении одной из дуг, увеличивают напряжение питания другой дуги. 2. Способ по п. 1, отличающийся тем, что, с целью исключения сужения сварного щва при переходе процесса двухдуговой сварки в режим заварки кратера, отключение одной из дуг осуществляют с задержкой по отнощению к снижению скорости сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавлением | 1981 |
|
SU946845A1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Способ дуговой сварки в среде защитных газов | 1981 |
|
SU979791A1 |
| Способ заварки кратера при многодуговой сварке | 1974 |
|
SU504612A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1968 |
|
SU231047A1 |
| ШЛАНГОВЫЙ ПОЛУАВТОМАТ ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 1966 |
|
SU179398A1 |
| Способ заварки кратера | 1978 |
|
SU808225A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Способ сварки замкнутых швов плавящимся электродом | 1985 |
|
SU1299729A1 |
.
