Точность изготовления толстостенных изделий из термопластов литьем под давлением по известным способам зависит, главным образом от эффективности компенсации усадки в процессе охлаждения изделия в форме. Обычно усадку компенсируют путем дополнительной подачи расплава через обогреваемый литник в полость формы во время охлаждения изделия, когда происходит уменьшение объема охлаждаемого материала. Таким путем компенсируется то уменьшение объема, которое происходит п.ри охлаждении от начальной температуры расплава до его затвердевания. При охлаждении до комнатной температуры наблюдается дальнейшее у.меньшение объема, которое не приводит к усадочным дефектам, однако вызывает отклонение размеров изделия от размеров формы. Если усадку компенсируют с применением высокого давления, эти отклонения уменьшаются, но при этом возникают недопустимо большие внутренние напряжения вследствие нродавливания затвердевшего материала в рабочую полость формы.
Предложенный способ изготовления толстостенных изделий из термопластов отличается -лзвестного тем, что в центральную часть -лолости формы, непосредственно термопласта, подают под
давление.м инородную незатвердевающую среду, например воду, температура которой всегда ниже температуры расплава формуемого термопласта, и выдерживают ее в полости до полного отверждения термопласта. Это повышает точность изготовления изделий с одновременным повышением его качества.
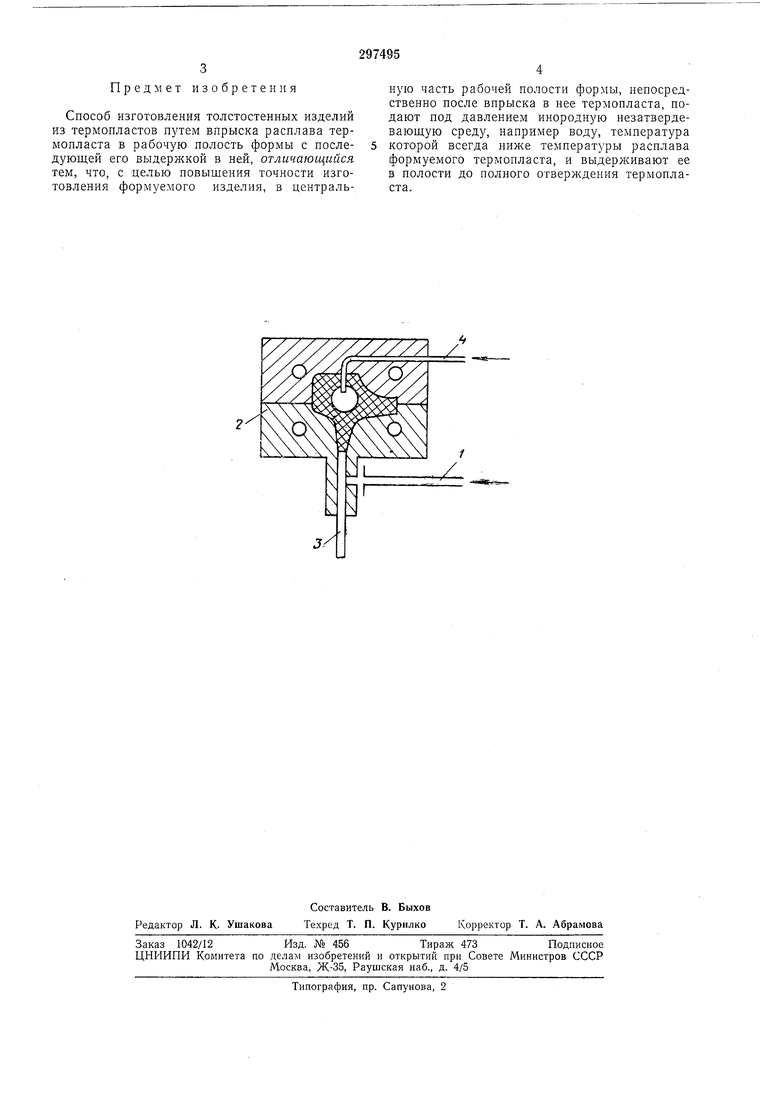
Предлагаемый способ литья поясняется чертел ом.
Вначале расплав впрыскивают по обогреваемой трубе / в охлаждаемую форму 2 при крайнем нижнем положении, штока 3, когда боковое отверстие открыто и труба 1 сообщается с полостью формы. После заполнения формы расплавом термопласта шток 3 перекрывает боковое отверстие, и непосредственно после этого жидкость по трубе 4 подают под давлением в центральную часть полости формы. На оформляющей поверхности формы образуется твердая корка из остываюшего расплава.
Давлением жидкости изнутри корка прижимается к оформляющей поверхности, поэтому размеры изготовленного таким образом изделия близки к соответствующим размерам. При разъеме формы изделие снимается с конца трубы 4, а затем выталкивается штоком 3 из нижней половины формы.
Предмет изобретения
Способ изготовления толстостенных изделий из термопластов путем впрыска расплава термопласта в рабочую полость формы с последующей его выдержкой в ней, отличающийся тем, что, с целью повышения точности изготовления формуемого изделия, в центральную часть рабочей полости формы, непосредственно после впрыска в нее термопласта, подают под давлением инородную незатвердеваюп ую среду, например воду, температура которой всегда ниже температуры расплава формуемого термопласта, и выдерживают ее в полости до полного отверждения термопласта.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ИЗ ТЕРМОПЛАСТОВ ПОЛЫХ ТОЛСТОСТЕННЫХ ИЗДЕЛИЙ | 1972 |
|
SU428950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫЛХ.-^!:: МАТЕРИАЛОВ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ:_", .4'-^''~^"|'rL'f.r .л. | 1972 |
|
SU324168A1 |
| Литьевая форма | 1980 |
|
SU982278A1 |
| Многоэтажная литьевая форма | 1972 |
|
SU476174A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
J/
