1
Изобрете 1ие относится к переработке пластмасс и найти применение при изготовлении полых толстостенных изделий способом литья.
Известны формы для литья из термопластов полых толстостенных изделий, содержащие обогреваемую матрицу и подвижный уплотняющий пуансон.
Однако в известных формах процесс кристаллизации длится значительное время вследствие наружного кольцевого обогрева и плохого отвода тепла из внутренней его части, а также удаление луансона из толстостенного изделия из-за усадки материала сопряжено с большими усилиями, что приводит к деформации изделия.
Цель изобретения - интенсифицировать процесс кристаллизации и облегчить извлечение пуансона из изделия.
Для этого в предлагаемой форме пуансон выполнен с внутренней полостью и с каналами, соединяющими ее с формующей полостью и линией подачи и отвода теплоносителя.
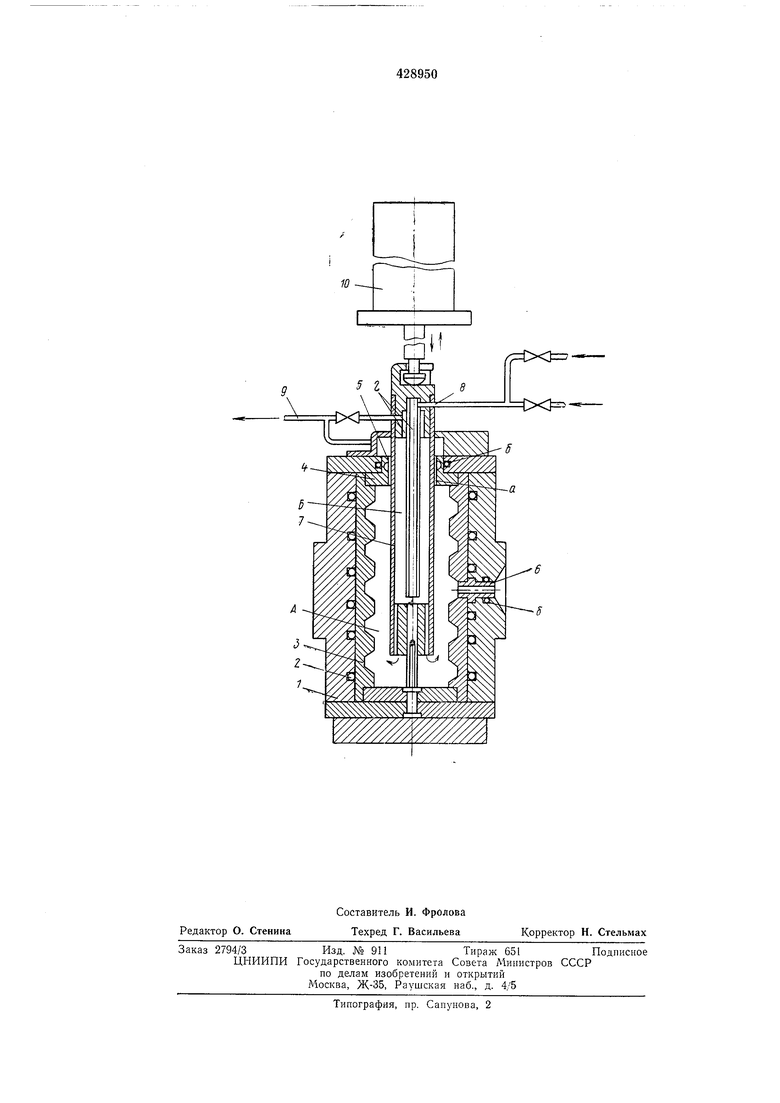
На чертеже дан продольный разрез предлагаемой, формы.
Предлагаемая форма состоит из разъемного корпуса 1, местных полукольцевых нагревателей 2, матрицы 3 с оформляющей полостью А, направляющей втулки 4, на внутренней поверхности которой выполнены продольные каналы а и поперечные канавки 5, литниковой втулки 6, каналов охлаждения 6, проходящих вблизи втулок 4, 6 и плоскостей разъема формы, уплотняющего пуансона 7 с внутренней полостью Б, соединенной каналами в с оформляющей полостью А матрицы; и каналами г с трубопроводами 8, 9 для подвода и сброса нагревающего и охлаждающего агентов в полости А и Б.
Для создания давления на уплотняющий пуансон 7 и извлечения его из отливки после кристаллизации материала приме яется меха ИЗМ 10.
Форма работает следующим образом.
Формы смыкают и в оформляю Г1,ую полость А через втулку 4 вгюдят уплотняющий пуапсои 7.
Чтобы нагреть форму, включают нагреватели 2 и нодают в оформляющую полость А формы по трубопроводу 8, через впутреипюю полость Б пуансона и каналы в нагревающий агент, например разогретый технический азот.
Впрыскивают расплав термопласта в оформляющую полость А через литниковую втулку 6, который, вытесняя нагревающий агент, через каналы а нонадает в поперечные канавки 5. При местном охлаждении литниковой втулки 6, втулки 4 И плоскостей разъема формы расплав термопласта в охлажденных местах кристаллизуется, образуя уплотнения, остальная его часть оказывается в закрытом объеме оформляющей полости А. Здесь расплав уплотняют, опуская уплотняющий пуансон 7, и одновременно охлаждают его, подавая во внутреннюю полость Б охлаждающий агент, например охлажденный сжатый воздух. В результате происходит -кристаллизация расплава вокруг пуансона 7. Каналы в перекрываются охлажденным расплавом.
За счет создаваемого пуансоном давления и развития процесса кристаллизации расплава от пуансона к наружным стенкам оформляющей полости А происходит компенсация усадки изделия.
Места отливки, прилегающие к наружным стенкам оформляющей полости А, затвердевают последними вследствие действия нагревателей 2, которые выключают в конце кристаллизации расплава.
Отливка в форме охлаждается подачей теплоносителя в каналы охлаждения б, после после чего во внутреннюю полость Б пуансона по трубе 8 подается под давлением нагревающий агент, происходит нагрев пуансона 7 до температуры плавления термопласта. Прилегающие слои термопласта оплавляются, каналы е открываются, и нагревающий агент поступает между телом пуансона и материалом отливки.
Пуансон извлекается из изделия, форма разнимается и изделие выталкивается из оформляющей нолости. Далее цикл повторяется.
Предмет изобретения
Форма для литья из термопластов полых толстостенных изделий, содержащая обогреваемую матрицу и подвижный уплотняющий пуансон, отличающаяся тем, что, с целью интенсификации процесса кристаллизации и облегчения извлечения пуансона из изделия, пуансон выполнен с внутренней полостью и с каналами, соединяющими ее с формующей полостью и линией подачи и отвода теплоносителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма | 1980 |
|
SU982278A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Горячеканальная литьевая формадля пОлиМЕРНыХ издЕлий | 1979 |
|
SU844348A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1971 |
|
SU297495A1 |