Изобретение относится к переработке пластмасс и может быть использовано при изготовлении изделий из термопластов методом литья под давлением.
Известна форма для изготовления изделий литьевым прессованием, содержащая подвижную и неподвижную полуформы, оформляющие гнезда, систему регулируемого охлаждения и нагрева различных частей формы и каналы литниковой системы, содержащие участки, выполненные из антифрикционного теплоизоляционного материала в зоне перехода канала из обогреваемой части формы в охлаждаемую.
Эта форма применяется для изготовления изделий литьевым прессованием и не применима для изготовления изделий литьем под давлением. Участок литникового канала с антифрикционным покрытием в данной форме не влияет на время цикла изготовления изделий, их качество и производительность формы.
Известна литьевая форма для термопластов, содержащая подвижную и неподвижную полуформы, оформляющие гнезда, систему регулируемого охлаждения и обогреваемые каналы литниковой системы.
Недостатками этой литьевой формы являются большое время цикла изготовления изделий из-за длительности охлаждения полимера, проходящего через обогреваемую литниковую систему, низкое качество изделий из-за брака по дефектам формы и размерной неточности из-за значительных температурных деформаций и усадки, а также низкая производительность из-за ограничения гнездности условной текучестью расплава полимера и длительности цикла формования.
Наиболее близким решением по технической сущности и достигаемому эффекту является литьевая форма для термопластов, содержащая подвижную и неподвижную полуформы, оформляющие гнезда, систему регулируемого охлаждения и каналы литниковой системы.
Эта форма позволяет несколько сократить цикл формования за счет снижения температуры расплава за время впрыска в оформляющие гнезда через каналы литниковой системы, но обладает худшим качеством готовых изделий из-за брака по недоливу, обусловленного снижением условной текучести расплава полимера при понижении его температуры, что одновременно приводит к снижению гнездности, а, следовательно, и производительности формы.
Целью изобретения является сокращение времени цикла формования, повышение качества изделий и производительности.
Указанная цель достигается тем, что в литьевой форме для термопластов, содержащей подвижную и неподвижную полуформы, оформляющие гнезда: систему регулируемого охлаждения и каналы литниковой системы, поверхность литниковых каналов, по меньшей мере на протяжении всего участка с постоянной площадью поперечного сечения, покрыта антифрикционным материалом.
На чертеже показана литьевая форма, разрез.
Литьевая форма для термопластов содержит подвижную полуформу 1, на которой выполнены оформляющие гнезда 2, разводящие каналы 3 литниковой системы и впуски 4, и неподвижную полуформу 5 с центральным литниковым каналом 6. В обеих полуформах 1 и 5 имеются каналы 7 системы жидкостного охлаждения, термопары 8, которые являются средствами контроля охлаждения, связанные с аналоговым терморегулятором (не показан), например Р-133, ТУ 25-02, 052195-79, который выполняет регулировку охлаждения. Кроме того, в подвижной полуформе 1 смонтированы выталкиватели 9. Поверхность разводящих литниковых каналов 3, имеющих в данной форме постоянную площадь поперечного сечения, покрыта антифрикционным материалом 10, коэффициент трения которого по расплаву полимера, в основном, не превышает 0,15, например для расплава полистирола УПС-0 пригодно покрытие из политетрафторэтилена.
Форма работает следующим образом. Расплав термопласта из литьевой машины (не показана) впрыскивают под давлением через центральный литниковый канал 6, разводящие литниковые каналы 3 и впуски 4 в оформляющие гнезда 2. За счет подачи охлаждающей жидкости по каналам 7 системы охлаждения расплав в гнездах 2 остывает до заданной температуры, контролируемой термопарами 8, и отверждается. Подвижную полуформу 1 отводят от неподвижной 5 и выталкивателями 9 удаляет изделия и литники из формы. Затем полуформы 1 и 5 смыкают и цикл повторяется.
При течении расплава термопласта по литниковым каналам 3 с антифрикционным покрытием 10 за счет увеличения скорости пристенного скольжения без снижения скорости осевых слоев, происходит увеличение условной текучести расплава за счет увеличения среднерасходовой скорости на участке с постоянной площадью поперечного сечения. Если же этот участок содержит хотя бы ничтожно малый участок поверхности, не покрытый антифрикционным материалом, но из условия неразрывности течения потока выводится условная текучесть расплава, определяемая наихудшими условиями течения на этом участке, поэтому важно, чтобы расположение покрытия 10 строго соответствовало участку канала с постоянной площадью поперечного сечения, так как в противном случае эффект увеличенния условной текучести независимо от наличия антифрикционного покрытия наблюдаться не будет.
Увеличние условной текучести расплава термопласта, особенно при коэффициенте трения расплава по покрытию 10 не превышающем 0,15, приводит к изменению характера течения расплава полимера в этом канале с достижением пробкового, а не сдвигового распределения профиля скоростей по сечению канала 3. Это приводит к резкому снижению или полному исключению диссипативного разогрева термопласта и снижению его температуры в гнездах 2 формы. Это позволяет сократить время цикла формования изделия за счет сокращения времени охлаждения и отверждения изделия в гнездах 2 формы.
Аналогичным образом повышение условной текучести расплава полимера и снижение его температуры в гнездах формы приводит к улучшению заполнения гнезд 2 и снижению усадки и температурных деформаций, что повышает качество готовых изделий за счет снижения брака по дефектам формы и размерной неточности.
Повышение условной текучести при прочих равных условиях позволяет увеличить гнездность формы за счет обеспечения подачи расплава термопласта на большую длину разводящих литниковых каналов 3, что в сочетании с уменьшением времени цикла формования повышает производительность формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1989 |
|
RU2050279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА | 1994 |
|
RU2037418C1 |
| ЭТАЖНАЯ ЛИТЬЕВАЯ ФОРМА | 1993 |
|
RU2050278C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 1989 |
|
RU2072304C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма | 1978 |
|
SU753658A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма | 1980 |
|
SU982278A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
Изобретение относится к переработке термопластов литьем под давлением. Сущность изобретения: форма содержит подвижную 1 и неподвижную 5 полуформы, оформляющие гнезда 2, разводящие каналы 3 литниковой системы, поверхность которых, по меньшей мере, на всей протяженности участка с постоянной площадью поперечного сечения, покрыта антифрикционным материалом. 1 ил.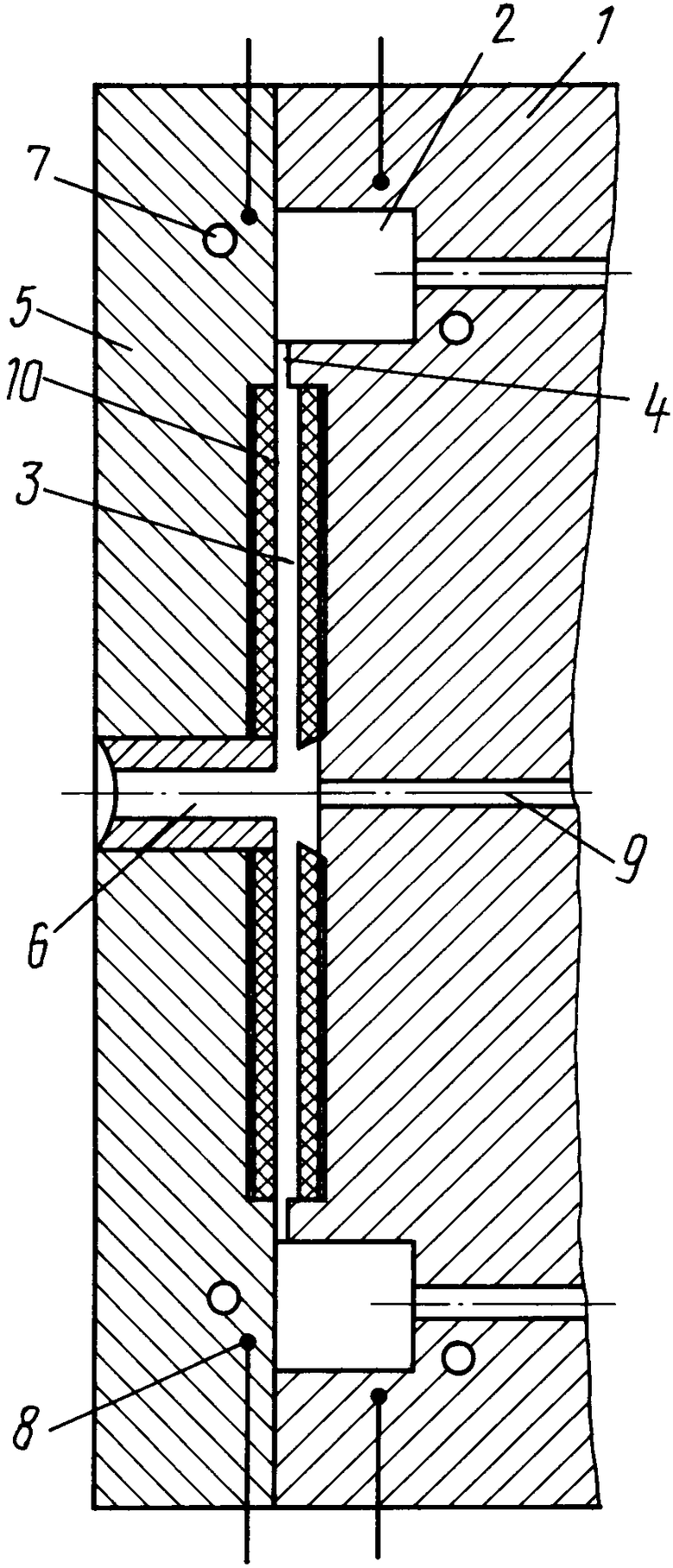
ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ, содержащая подвижную и неподвижную полуформы, оформляющие гнезда, систему регулируемого охлаждения и разводящие каналы литниковой системы, отличающаяся тем, что поверхность разводящих литниковых каналов по меньшей мере на протяжении всего участка с постоянной площадью поперечного сечения покрыта антифрикционным материалом.
| Ким В.С.-Х | |||
| Технология переработки пластических масс | |||
| М.: МИХМ | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
