Изобретение относится к производству труб из шлакоситаллов. Оно может быть применено также при изготовлении труб из каменного литья.
Известные устройства для изготовления труб из силикатных расплавов с высокой кристаллизационной способностью содержат конусную воронку-питатель, неразъемную форму и установленную внутри него оправку.
Целью изготовления является повышение надежности работы устройства и качества труб.
Это достигается тем, что на внутренней поверхности воронки-питателя образованы нарезки, форма выполнена охлаждаемой с внутренней полостью в виде усеченного конуса, а оправка - конической двухстенной и охлаждаемой, со съемным кольцом-затравкой на нижнем конце, причем наружный диаметр кольца-затравки равен внутреннему диаметру формы.
Для увеличения длины труб и повышения производительности на нижнем конце формы выполнены шелевые сопла, а на нижнем конце оправки смонтирован термостат.
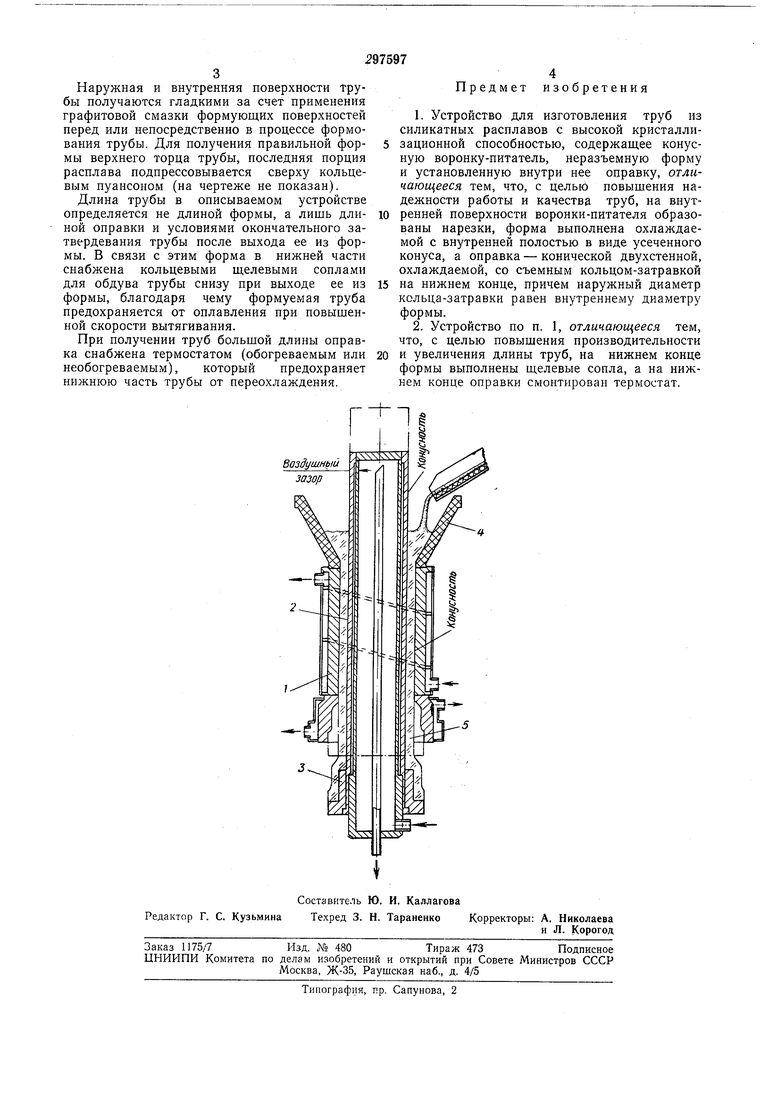
На чертеже схематически изображено описываемое устройство, разрез.
раз меньше заданной длины трубы, а форма выполнена охлаждаемой с внутренней полостью в виде усеченного конуса. Внутри нее смонтирована полая оправка 2 с двухслойной стенкой, охлаждаемой водой. Благодаря воздушному экрану между слоями стенки обеспечивается поддержание нужной температуры на рабочей поверхности оправки. На нижнем конце оправки смонтировано
съемное кольцо-затравка 3, наружный диаметр которого равен внутреннему диаметру формы. Кольцо-затравка предназначено для перекрытия кольцевого зазора между формой и оправкой.
Формование трубы происходит при движении оправки сверху вниз. Перед началом формования оправка 2 с помошью кольца-затравки 3 устанавливается в исходном положении внутри формы. Сверху через воронкупитатель 4 подается расплав в образованное формой и оправкой кольцевое пространство. После этого оправка вместе с затвердевающим расплавом трубы 5 опускается, а непрерывно поступаюший из питателя расплав увлекается оправкой и затвердевает. После полного выхода из формы оправки с отформованной на ней трубой, она поворачивается в сторону от оси формования к площадке, на которой труба снимается с оправки и на
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ДОСКИ ПЛАСТМАССОВОГО ТЕПЛООБМЕННИКА | 1972 |
|
SU356154A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ТРУБ | 1970 |
|
SU267026A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТРУБ | 1972 |
|
SU342840A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛ | 1994 |
|
RU2049539C1 |
| БИБЛИОТЕКА МАШИНА ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ТРУБ~ | 1971 |
|
SU298546A1 |
| УСТАНОВКА ДЛЯ ГРАНУЛИРОВАНИЯ РАСПЛАВОВ | 1994 |
|
RU2049538C1 |
| ЦЕНТРОБЕЖНАЯ МАШИНА | 1973 |
|
SU400489A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНА | 1972 |
|
SU332057A1 |
| Устройство для подачи металла в установку вертикального непрерывного литья с вытягиванием вверх трубы | 1985 |
|
SU1356954A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
