Известна ванна для изготоЁЛенмя и уйрйчнения листового стекла на поверхности расплавленного металла, содержащая камеру предварительного формования, сообщающуюся с выработочной частью стекловаренной печи, камеры окончательного формования и упрочнения, разделенные с помощью порога и перегородки, а также установленные в камерах нагреватели и холодильники.
Описываемая ванна позволяет улучшить качество стекла за счет того, что в ней камера .предварительного формования отделена от выработочной части печи .порогом и перегородкой, на концах которых смонтированы жидкостные терморегуляторы, а от камеры окончательного формования - шибером, имеющим в нижней части обогреваемую формующую кромку.
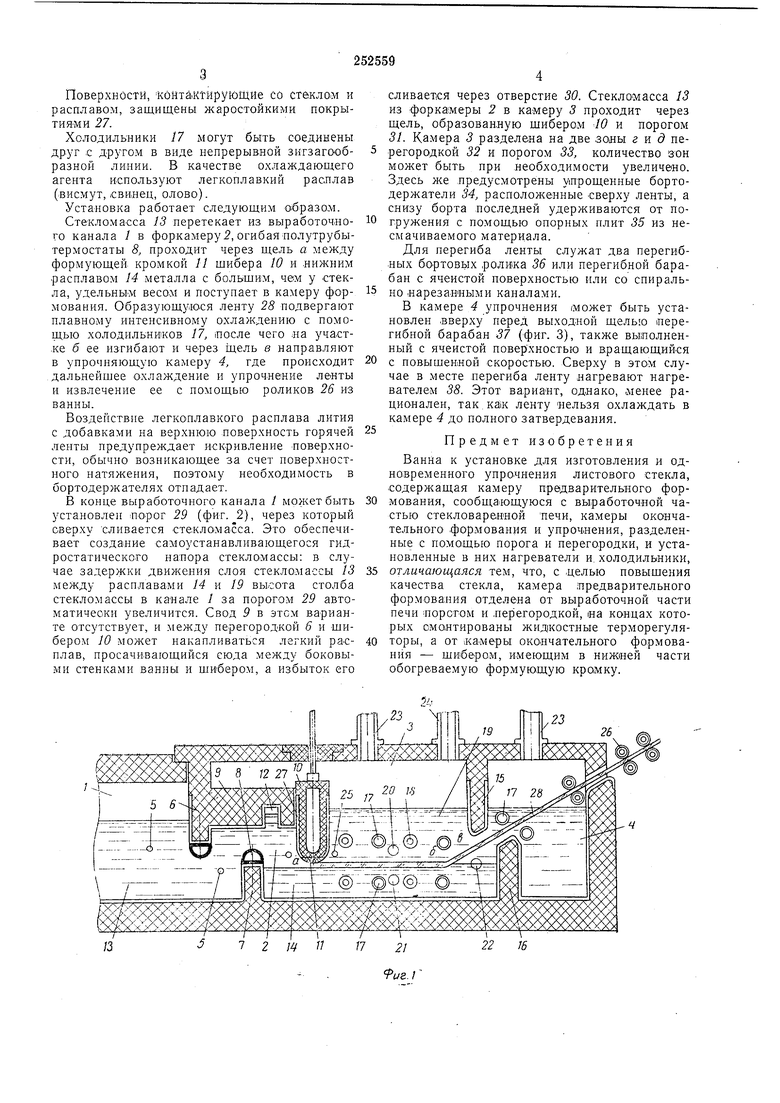
На фиг. 1 и 2 показана .предложенная ванна, продольный разрез в двух вариантах; на фиг. 3 - то же, продольный разрез выходной части.
К выработоч.ному ка.налу / стекловаренной -печи присоединена ванна, состоящая из камеры 2 предварительного формования стекла (форкамеры), /камеры 3 окончательного формования и 1камеры 4 упрочнения. В конце выработочного канала установлены электроды 5 для подогрева стекломассы.
Форкамера 2 отделена от вЫработочного канала / перегородкой 6 и порогом 7, на концах которых установлены .полутрубы 8, заполненные легкоплавким расплавом (свинец, олово, висмут, соли и т. д.).
Сверху форкамера имеет свод 9, к которому прижат шибер 10, имеющий формующую кромку 11, в .котором имеется выемка 12, сообщающаяся с выпускным отверстием в боковой стенке.
Форкамера заполнена сверху стекломассой 13, а снизу - расплавом 14. Камеры окончательного формования и упрочнения разделены перегородкой /5 и порогом 16. В первой установлены холодильники 17 и нагреватели 18, а сверху залит легко.плавкий упрочняющий расплав 19. Подачу и слив расплавов ведут через отверстия 20, 21, 22. Предусмотренные в своде ванны трубы 23 и 24 служат соответственно для отвода испарений легкоплавкого расплава и лодачи защитного газа. Перед шибером 10 ,и после него установлены электроды 25 для подогрева .поверхностных слоев стекломассы.
Поверхности, кОнтактирунэЩИе со стеклом и расплавом, защищены жаростойкими покрытиями 27.
Холодильники 17 iMoryT быть соединены друг с другом в виде непрерывной зигзагаобразной линии. В качестве охлаждающего агента используют легкоплавкий расплав (висмут, свииец, олово).
Установка работает следующим образом.
Стекломасса 13 перетекает из выработочдого канала 1 в форкамеру5, огибаяполутрубытермостаты 8, проходит через щель а между формующей кромкой // щибера 10 и .нижним расплавом 14 металла с больщим, чем у стекла, удельным весом и поступает в камеру формования. Образующуюся ленту 28 подвергают плавному интенсивному охлаждению с помощью холодильни1ков 17, иосле чего .на участ.ке б ее изгибают и через щель в направляют в упрочняющую камеру 4, где происходит дальнейщее охлаждение и упрочнение леиты и извлечение ее с помощью роликов 26 из ванны.
Воздействие легкоплавкого расплава лития с добавками на верхнюю поверхность горячей ленты предупреждает искривление поверхности, обычно возникающее за счет поверхностного натяжения, поэтому необходимость в бортодержателях отпадает.
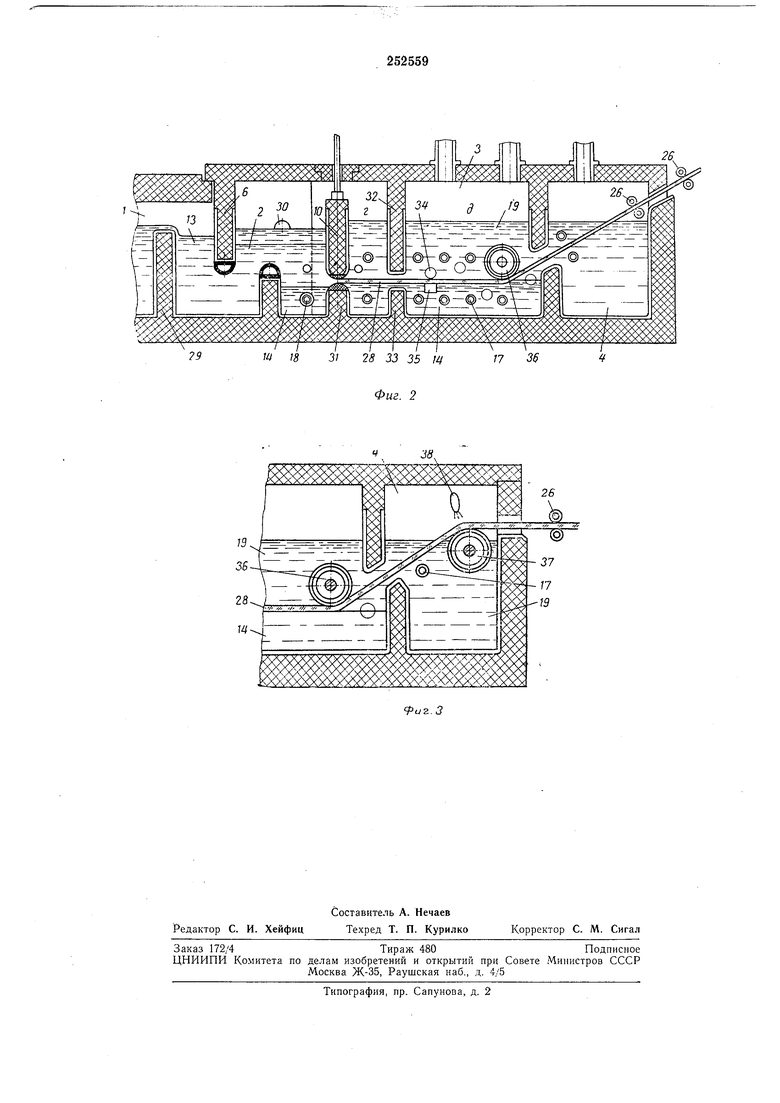
В конце выработочного канала / может быть установлен по.рог 29 (фиг. 2), через который сверху сливается стекломасса. Это обеспечивает создаяие самоустанавливающегося гидростатического налора стекломассы: в случае задержки движения слоя стекломассы 13 между расплавами 14 и 19 высота столба стекломассы в канале 7 за порогом 29 автоматически увеличится. Свод 9 в этом варианте отсутствует, и между перегородкой 6 и шибером 10 может накапливаться легкий расплав, просачивающийся сюда между боковыми стенками ванны и щибером, а избыток его
сливается через отверстие 30. Стекломасса 13 из форкамеры 2 в камеру 3 проходит через щель, образованную щибером 10 и порогом 31. Камера 3 разделена на две зоны г и (9 перегородкой 32 и порогом 33, количество зон быть при необходимости увеличено. Здесь же предусмотрены упрощенные бортодержатели 34, располол енные сверху ленты, а снизу борта носледней удерживаются от погружения с помощью опорных плит 35 из несмачиваемого материала.
Для перегиба ленты служат два перегибных бортовых роли1ка 36 или перегибной барабан с ячеистой поверхностью или со спирально нарезанными каналами.
В камере 4 упрочнения может быть установлен вверху перед выходной щелью перегибной барабан 37 (фит. 3), также выполненный с ячеистой поверхностью и вращающийся с повыщен.ной скоростью. Сверху в этом случае в месте перегиба ленту нагревают нагревателем 38. Этот ва.риант, однако, менее рацио.нален, так, KaiK ленту нельзя охлаждать в камере 4 до полного затвердевания.
Предмет изобретения
Ванна к установке для изготовления и одновременного упро.чнения листового стекла, содерн ащая камеру предварительного формования, сообщающуюся с выработочной частью стекловаренной печи, камеры окончательного форлювания и упрочнения, разделенные с помо.щью порога и перегородки, и установленные в них нагреватели и. холодильники, отличающаяся тем, что, с -целью повыщения качества стекла, камера предварительного формования отделена от выработочной части печи норотом и нерегородкой, иа концах которых смонтированы жидкостные терморегуляторы, а от iKa iepbi окончательного формования - щибером, имеющим в нижией части обогреваемую формующую кромку.
Фиг. 2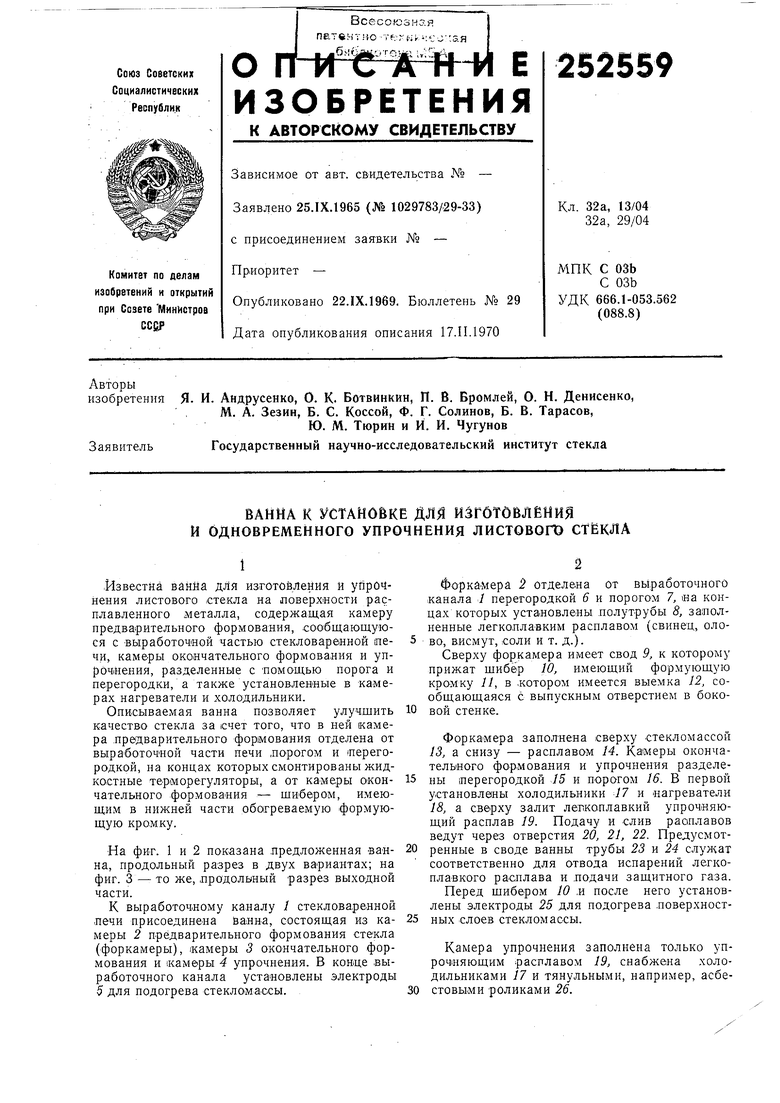
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU233851A1 |
| Устройство для подачи стекломассы из стекловаренной печи в ванну с расплавленным металлом | 1977 |
|
SU666763A1 |
| БОРТОВОЙ ОГРАНИЧИТЕЛЬНЫЙ ЭЛЕМЕНТ К ВАННЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛАfX'-.-i'-iriV-i';,1 1Sisbii^-nud i | 1970 |
|
SU419481A1 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
| Устройство для дозированной подачи стекломассы | 1977 |
|
SU668888A2 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| Устройство для дозированной подачи стекломассы | 1974 |
|
SU513940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU252561A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1969 |
|
SU233187A1 |