Известны способы электрохимической размерной обработки наружной и внутренней поверхностей труб, в частности отверстий круглого сечения. Недостатком известных способов является невозможность размерной обработки наружной и внутренней поверхностей труб с различными по длине сечениями, например труб, имеющих последовательно в сечениях круг, эллип сы, ic различными размерами полуосей и с плавными переходами от одного сечения к другому.
Предлагаемый способ отличается от известных тем, что электроду-инструменту сообщают поступательное движение, а по контуру обрабатываемой поверхносги его деформируют давлением, подаваемым во внутреннюю полость электрода-инструмента.
Это позволяет повысить производительность обработки длинномерных труб произвольного контура с переменными по длине сечениями.
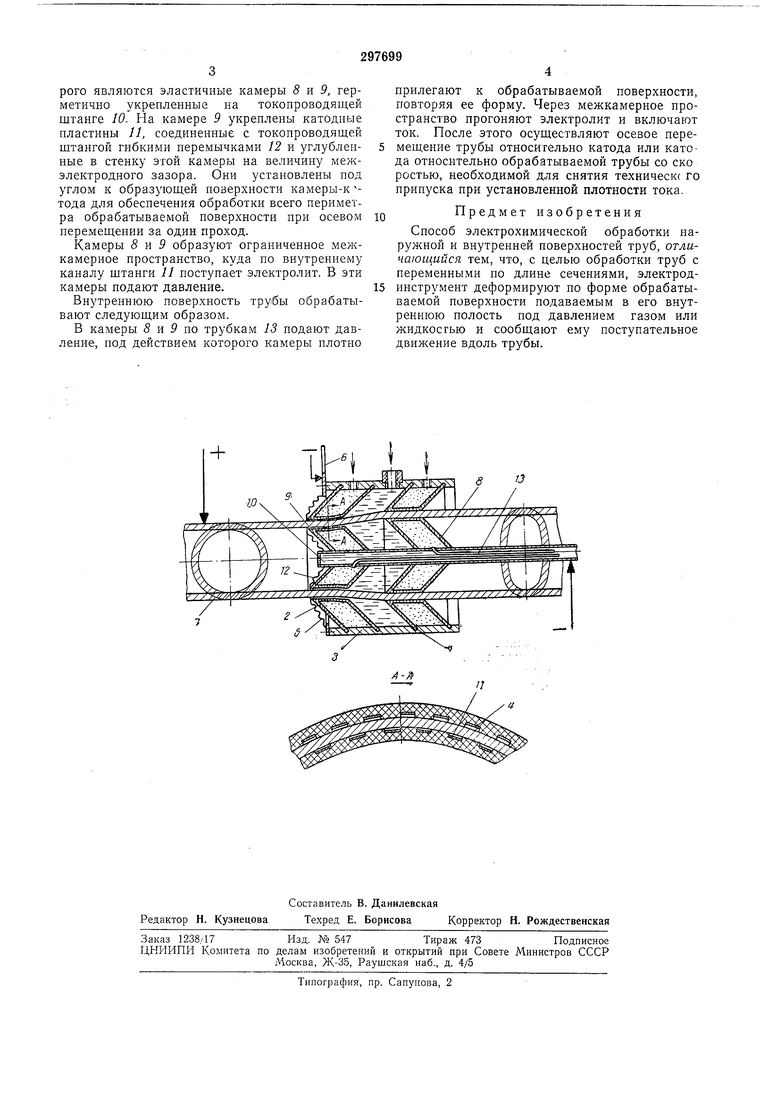
Способ поясняется чертежом.
Паружную поверхность трубы обрабатывают устройством с эластичными камерами / и 2, герметично укрепленными в корпусе 3. На камере 2 закреплены катодные эластичные пластины 4, соединенные с токопроводником гибкими перемычками 5. Эти пластины углублены в камеру-катод 2 для обеспечения межэлектродного зазора и установлены под углом к образующей поверхности камеры для
обеспечения обработки всего периметра обрабатываемой поверхности при осевом перемещении за один проход.
Камера / является запорной камерой для образования ограниченного межкамерного пространства, куда поступает электролит. В камеры подается внутреннее давление. Токопроводник 6 подсоединяют к отрицательному полюсу питающего генератора постоянного тока, а обрабатываемую трубу 7-к положительному полюсу.
Наружную поверхносль трубы обрабатывают следующим образом. Обрабатываемую трубу 7 устанавливают в
устройство со стороны запорной камеры. В камеры 1 и 2 подают давление, под действием которого они плотно прижимаются к обрабатываемой поверхности трубы, повторяя ее форму. Через межкамерное пространство прогоняют под давлением электролит и включают ток, под действием которого происходит электрохимическая обработка наружной поверхности трубы. При этом производят осевое перемещение трубы 7 относительно устройства или
устройства относительно обрабатываемой трубы со скоростью, необходимой для снятия технологического припуска при установленной плотности тока. Внутреннюю поверхность трубы обрабатыварого являются эластичные камеры 5 и 9, герметично укрепленные на токопроводящей штанге 10. На камере 9 укреплены катодные пластины 11, соединенные с токопроводящей штангой гибкими неремычками 12 и углубленные в стенку этой камеры на величину межэлектродного зазора. Они установлены под углом к образующей новерхности камеры-к тода для обеспечения обработки всего периметра обрабатываемой поверхности при осевом неремешении за один проход.
Камеры S и Р образуют ограниченное мел камерное пространство, куда по внутреннему каналу штанги 11 поступает электролит. В эти камеры подают давление.
Внутреннюю поверхность трубы обрабатывают следующим образом.
В камеры 5 и 9 по трубкам 13 подают давление, под действием которого камеры плотно
прилегают к обрабатываемой поверхности, повторяя ее форму. Через межкамерное пространство прогоняют электролит и включают ток. После этого осуществляют осевое перемещение трубы относительно катода или катода относительно обрабатываемой трубы со ско ростью, необходимой для снятия техническс го припуска при установленной нлотности тока.
Предмет изобретения
Способ электрохимической обработки нарул ной и внутренней поверхностей труб, отличающийся тем, что, с целью обработки труб с переменными по длине сечениями, электродинструмент деформируют по форме обрабатываемой поверхности подаваемым в его внутреннюю полость под давлением газом или жидкостью и сообщают ему поступательное двилсение вдоль трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБ | 1970 |
|
SU259585A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КАНАЛОВ | 2000 |
|
RU2192941C2 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК | 1969 |
|
SU246243A1 |
| Способ электрохимического формообразования регулярного рельефа | 1990 |
|
SU1775249A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| Электрод-инструмент и способ электроабразивной обработки внутренней поверхности полузакрытой полости детали | 2022 |
|
RU2809681C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| Электрод-инструмент | 1974 |
|
SU496148A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
t 1 I
в 13
