Изобретение относится к области электрохимической обработки тел вращения жестким электродом.
Известны станки для электрохимической обработки тел вращения, созданные на базе токарного станка с жестким электродом.
Особенностью нредложенного многонозиционного станка является то, что в нем обрабатываемое изделие укреплено на выдвижных ложементах, свободно установленных в каретках механизма подачи, снабженного цепной передачей с приводом бесступенчатого регулирования.
Ложементы выполнены поступательно перемендающимися вдоль оси от копира, неподвижно закрепленного на станине и имеющего фасонный паз в зоне обработки.
Это позволяет обрабатывать длинномерные трубы переменного по длине сечения различного контура.
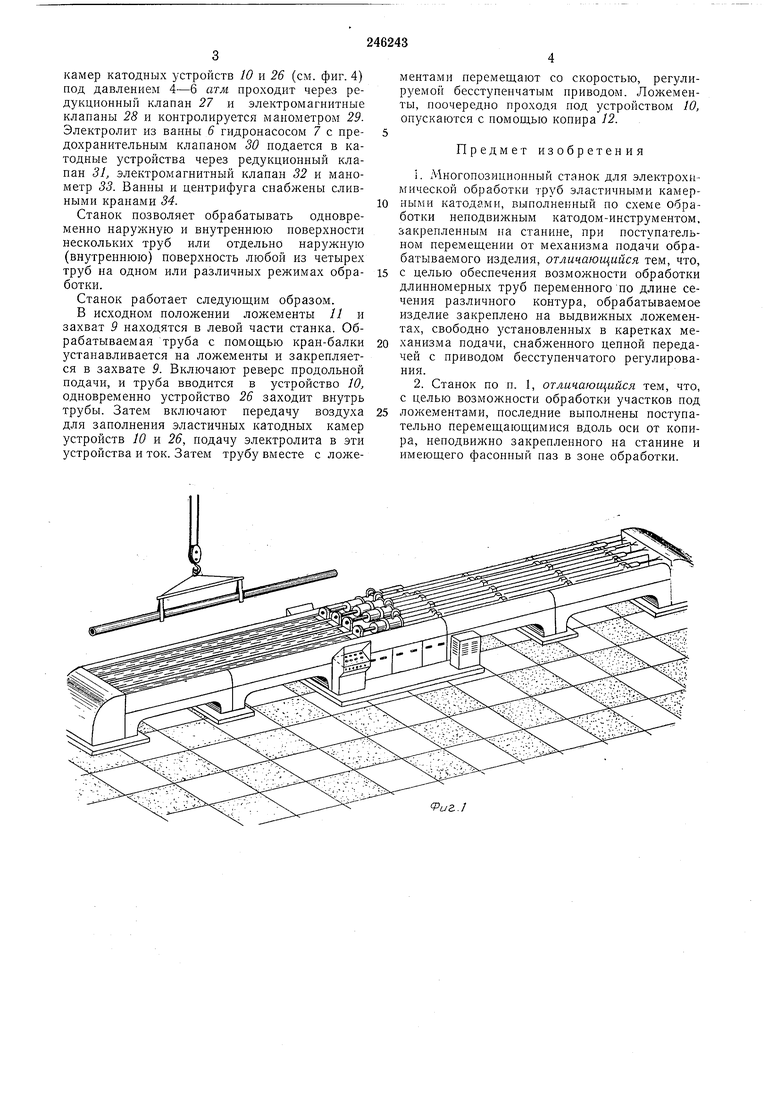
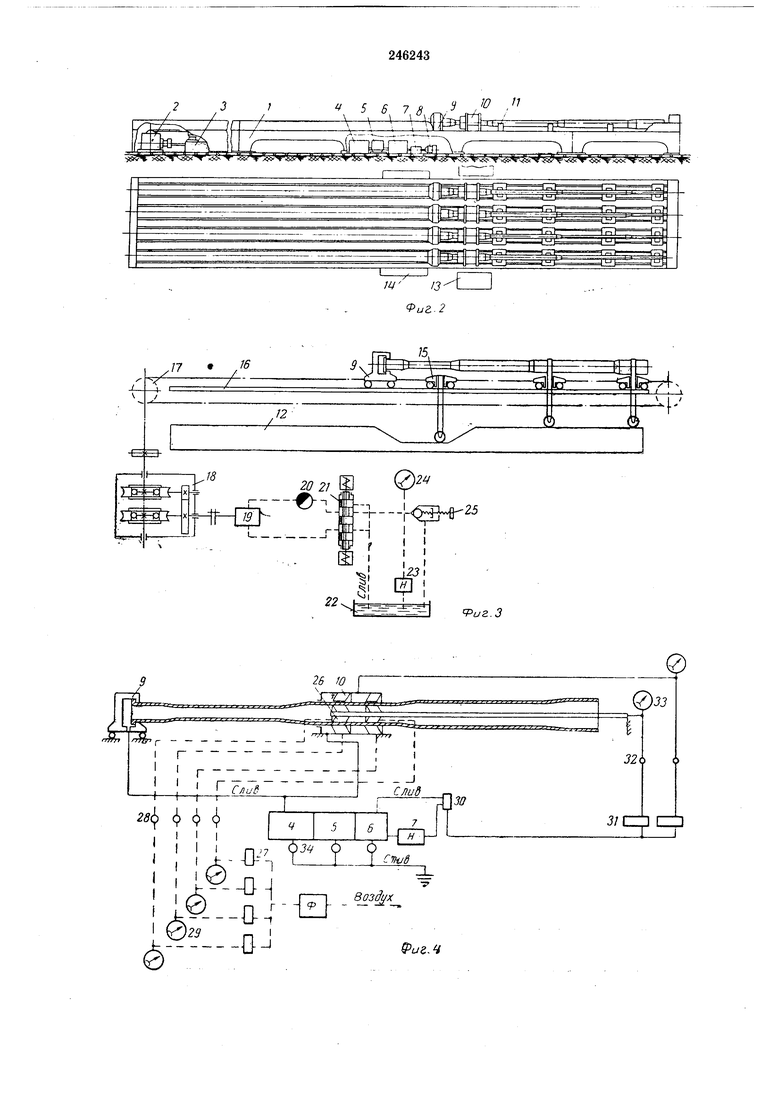
Иа фиг. 1 представлен общий вид многопозиционного станка; на фиг. 2 - его компоновочная схема; на фиг. 3 - кинематическая схема одной позиции станка; на фиг. 4 - схема распределения электролита и воздуха одной позиции станка.
Катодные устройства станка неподвижны, обрабатываемая труба имеет осевое перемещение.
Станок содерл ит станину 1, состоящую из отдельных секций, и приводы 2 продольной подачи трубы с гидростанцией 3.
Система подачи и очистки электролита состоит из приемной ванны 4, центрифуги 5, ванны 6 чистого электролита и гидронасоса 7 с электродвигателем 8.
Обрабатываемая труба закреплена одним своим концом в захвате 9, смонтированном
на каретке, выполняющей также функцию
контакта положительного полюса. На станине
гиарнирно установлены катодные устройства
10 с эластичными камерными катодами.
Выдвижные лон ементы 11 вместе с обрабатываемой трубой опираются на копир 12 (см. фиг. 3). Источники /5 питания постоянного тока находятся около станка. Все управление режимом обработки осуществляется с пульта 14. Каретки 15 и захват 9 установлены на направляющих 16. Приводная звездочка 17 продольной подачи связана с редуктором/8 и гидродвигателем 19. Число оборотов гидродвигателя регулируется дросселем 20, а реверс подачи осуществляется золотником 21
реверса.
Рабочая жидкость гидронасоса находится в баке 22, отводится из него насосом 23. Давление жидкости контролируется манометром 24 и регулируется предохранительным клапакамер катодных устройств 10 и 26 (см. фиг. 4) под давлением 4-6 атм проходит через редукционный клапан 27 и электромагнитные клапаны 28 и контролируется манометром 29. Электролит из ванны 6 гидронасосом 7 с предохранительным клапаном 30 подается в катодные устройства через редукционный клапан 31, электромагнитный клапан 32 и манометр 33. Ванны и центрифуга снабжены сливными кранами 34.
Станок позволяет обрабатывать одновременно наружную и внутреннюю новерхности нескольких труб или отдельно наружную (внутреннюю) поверхность любой из четырех труб на одном или различных режимах обработки.
Станок работает следующим образом.
В исходном положении ложементы 11 и захват 9 находятся в левой части станка. Обрабатываемая труба с помощью кран-балки останавливается на ложементы и закрепляется в захвате 9. Включают реверс продольной подачи, и труба вводится в устройство 10, одновременно устройство 26 заходит внутрь трубы. Затем включают передачу воздуха для заполнения эластичных катодных камер устройств 10 и 26, подачу электролита в эти устройства и ток. Затем трубу вместе с ложементами перемещают со скоростью, регулируемой бесступенчатым приводом. Ложементы, поочередно проходя под устройством 10, опускаются с помощью копира 12.
Предмет изобретения
1.Многопозиционный станок для электрохимической обработки труб эластичными камерными катодами, выполненный по схеме обработки неподвижным катодом-инструментом, закрепленным на станине, при поступательном перемещении от механизма подачи обрабатываемого изделия, отличающийся тем, что,
с целью обеспечения возможности обработки длинномерных труб переменногопо длине сечения различного контура, обрабатываемое изделие закреплено на выдвижных ложементах, свободно установленных в каретках механизма подачи, снабженного цепной передачей с приводом бесступенчатого регулирования.
2.Станок по п. 1, отличающийся тем, что, с целью возможности обработки участков под
ложементами, последние выполнены поступательно перемещающимися вдоль оси от копира, неподвижно закрепленного на станине и имеющего фасонный паз в зоне обработки.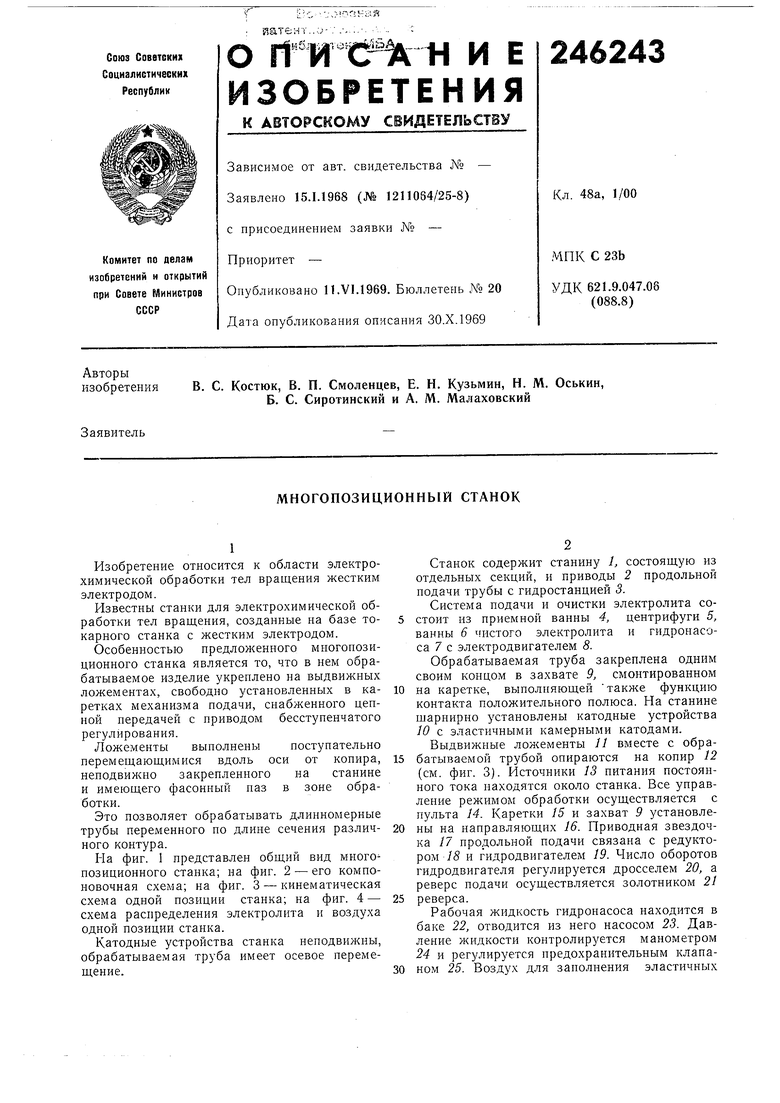
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РАСТЯЖКИ СОТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU236253A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУЛ1ЕНТА | 1973 |
|
SU366061A1 |
| Станок для электрохимического снятия заусенцев | 1986 |
|
SU1351732A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1970 |
|
SU422498A1 |
| СТАНОК для ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU408746A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ РАЗВАЛЬЦОВКИ ЗАКЛЕПОЧНЫХ ГОЛОВОК | 1972 |
|
SU420379A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБ | 1970 |
|
SU259585A1 |
| АНОДНО-МЕХАНИЧЕСКИЙ ОТРЕЗНОЙ СТАНОК ЛЕНТОЧНОГОТИПА | 1969 |
|
SU251361A1 |
-xNc
.З
