Известны маятниковые клети для прокатки с большими обжатиями, содержащие рабочие валки с калибрами, смонтированные на маятнике, и привод качания маятников.
Предлагаемая клеть отличается тем, что оси рабочих валков установлены перпендикулярно оси качания маятников, а валки выполнены с винтовым калибром.
Это позволяет существенно увеличить длину зоны деформации прокатываемого металла и упростить привод качания маятников.
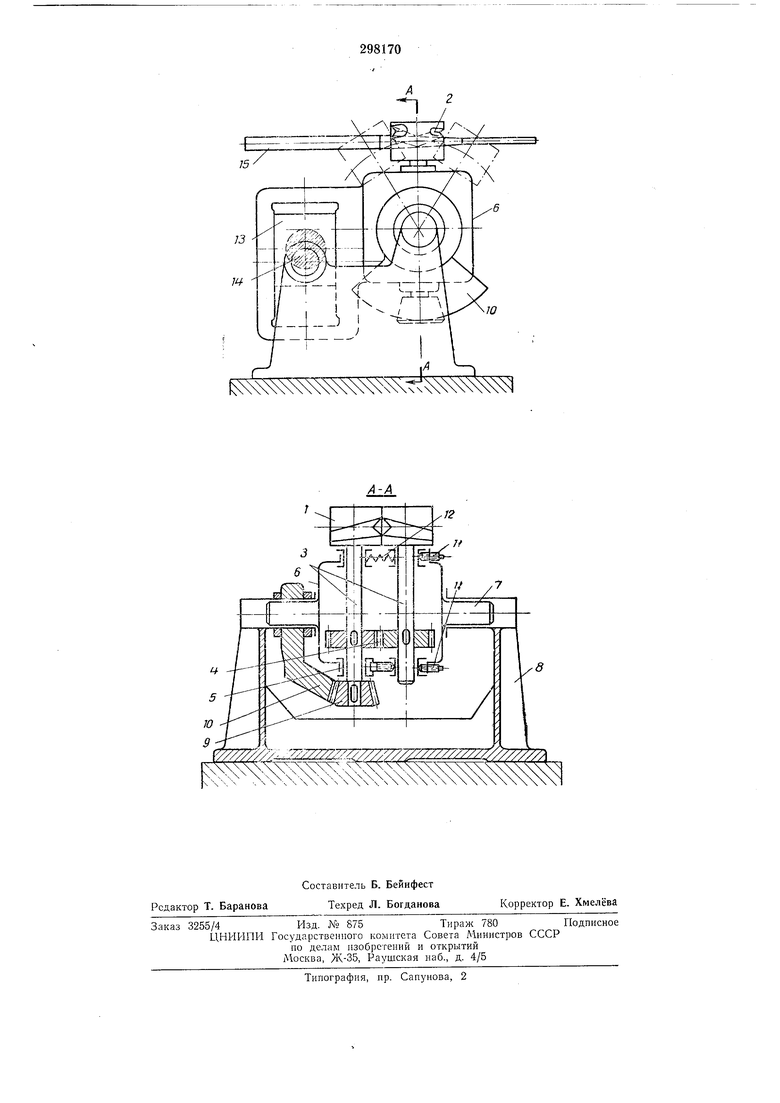
На чертеже показана предлагаемая клеть, общий вид и разрез по А-А.
Рабочие валки / с калиброванными ручьями, образующими винтовой калибр 2, укреплены на маятниках 3, связанных между собой синхронизирующими зубчатыми колесами 4. Маятники установлены на подшинниках в подушках 5, смонтироваппых в корпусе 6, который с цапфами 7 располагается в стапине 8. Па одном из маятников 3 смонтировано коническое зубчатое колесо 9, входящее в зацепление с неподвижным колесом 10, выполненным в виде зубчатого сектора. Маятники с рабочими валками выполнены с механизмом установки и уравновешивания.
состоящим из нажимных винтов и гаек 11 и пружин 12. В корпусе 6 имеется ползун 13 эксцентрикового вала 14.
Клеть работает следующим образом.
При вращении вала 14 ползун 13 колеблет корпус 6 клети. При качании корпуса щестерня 9, обкатываясь по колесу 10, вращает один из маятников 3, а другой приводится во вращение через синхронизирующие шестерни 4. В результате валки / обкатывают подаваемую вдоль оси прокатки заготовку 15, обжимая ее в винтовом калибре 2. Так как расстояние между рабочими валками при качании и обжатии металла остается постоянным при выполнении калибра винтовым, зона деформации металла существенно увеличивается.
Предмет изобретен и я
Маятниковая клеть, содержащая рабочие валки с калибрами, смонтированные на маятнике, и привод качания маятника, отличающаяся тем, что, с целью существенного увеличения длины зоны деформации и упрощения привода качания, оси рабочих валков установлены перпендикулярно оси качания, а валки выполнены с винтовым калибром.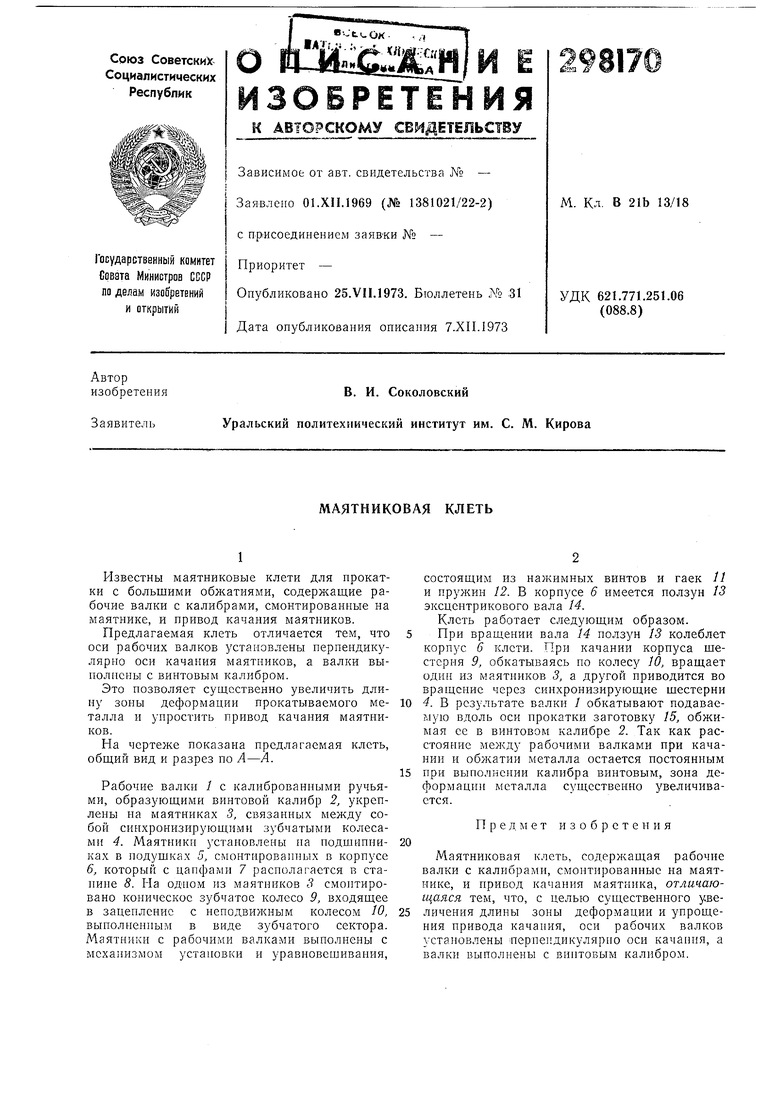
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1971 |
|
SU297408A1 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| ПРОКАТНЫЙ СТАН | 2006 |
|
RU2324557C1 |
| ЧЕТЫРЕХВАЛКОВАЯ КАЛИБРОВОЧНАЯ КЛЕТЬ | 2010 |
|
RU2450874C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302914C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
12
