Изобретение относится к области прокатного производства, а точнее к четырехвалковым калибровочным клетям. В известных клетях имеются зазоры между сопрягаемыми коническими поверхностями соседних валков. При прокатке под действием усилия размер калибра меняется на величину упругой деформации клети, а так как усилие прокатки не стабильно, соответственно нельзя получить высокую точность изделия.
Известна четырехвалковая клеть, см. патент Англии №2078579, кл. B21B 1/02, заявл. 11.09.80 г., опубл. 13.01.82 г.
Эта клеть содержит станину, расположенные в ней горизонтальные и вертикальные валки. Боковые поверхности каждого из валков выполнены цилиндрическими. Между боковыми поверхностями валков имеется зазор. Вращение верхнего горизонтального валка осуществляется от привода, а далее через конические передачи вращение передается последовательно на другие валки.
Недостатком данной клети является узкая область использования. Известная клеть применяется для горячей прокатки заготовок конечной длины с использованием для захвата и проталкивания гидроцилиндра. У заготовок нет специфических особых требований к качеству их геометрических параметров, поэтому между соседними валками существует зазор, который меняется из-за упругой деформации системы на величину, зависящую от жесткости системы и прилагаемого усилия деформации.
Из известных наиболее близким по технической сущности является четырехвалковая калибровочная клеть, описанная в патенте РФ №2352410, кл. B21B 1/14, заявл. 25.10.2006 г., опубл. 20.04.2009 г.
Эта клеть содержит станину, в которой размещены два горизонтальных и два вертикальных валка с механизмами радиального перемещения. Каждый валок имеет индивидуальный привод вращения. Между боковыми поверхностями валков имеется зазор.
Недостатком известной четырехвалковой калибровочной клети является невозможность производства цилиндрических труб повышенной точности. Размер калибра и, следовательно, изделия изменяется за счет упругой деформации, величина которой зависит от действующего усилия.
Задача настоящего изобретения состоит в создании четырехвалковой калибровочной клети, позволяющей производить цилиндрические трубы повышенной точности за счет исключения зазоров между боковыми коническими поверхностями валков.
Поставленная задача достигается тем, что в четырехвалковой калибровочной клети, содержащей станину, расположенные в ней приводные горизонтальные и вертикальные валки с механизмами радиального перемещения, согласно изобретению, каждый приводной валок выполнен с боковыми коническими поверхностями, установлен в постоянном контакте с боковыми поверхностями соседних валков калибра и снабжен средством для осуществления усилия прижатия и контроля этой величины, при этом первоначальное усилие прижатия конической поверхности валков друг к другу соответствует величине

но не менее чем
Т=(1,1÷1,2)Р,
где Т - первоначальное усилие прижатия валков;
Δ - диаметральное обжатие;
R - радиус валка по дну калибра;
Р - усилие прокатки на валок;
f1 - коэффициент трения металла трубы о валок;
f2 - коэффициент трения на конической поверхности валков.
Кроме того, клеть снабжена дополнительным съемным цилиндрическо-червячным редуктором.
Такое конструктивное выполнение четырехвалковой калибровочной клети позволит производить цилиндрические трубы повышенной точности.
Это достигается благодаря исключению зазоров между боковыми коническими поверхностями валков как в процессе калибровки, так и при совместной механической обработке калибра валков, а также гарантированного измеряемого усилия прижатия соседних конических поверхностей валков друг к другу. Таким образом, калибр валков предварительно напряжен, что позволяет устранить все зазоры в узле валков и ликвидировать влияние прогиба валков на качество геометрии труб.
Величина предварительного усилия прижатия валков друг к другу должна обеспечить, во-первых, сохранение прижатия валков в процессе прокатки для обеспечения заданного размера калибра и, во-вторых, передачу момента на холостой валок. Кроме того, она не должна быть также и чрезмерной, что будет негативно сказываться на долговечности подшипников.
Съемный цилиндрическо-червячный редуктор позволяет производить механическую обработку калибра валков на обычном расточном станке.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображена четырехвалковая калибровочная клеть;
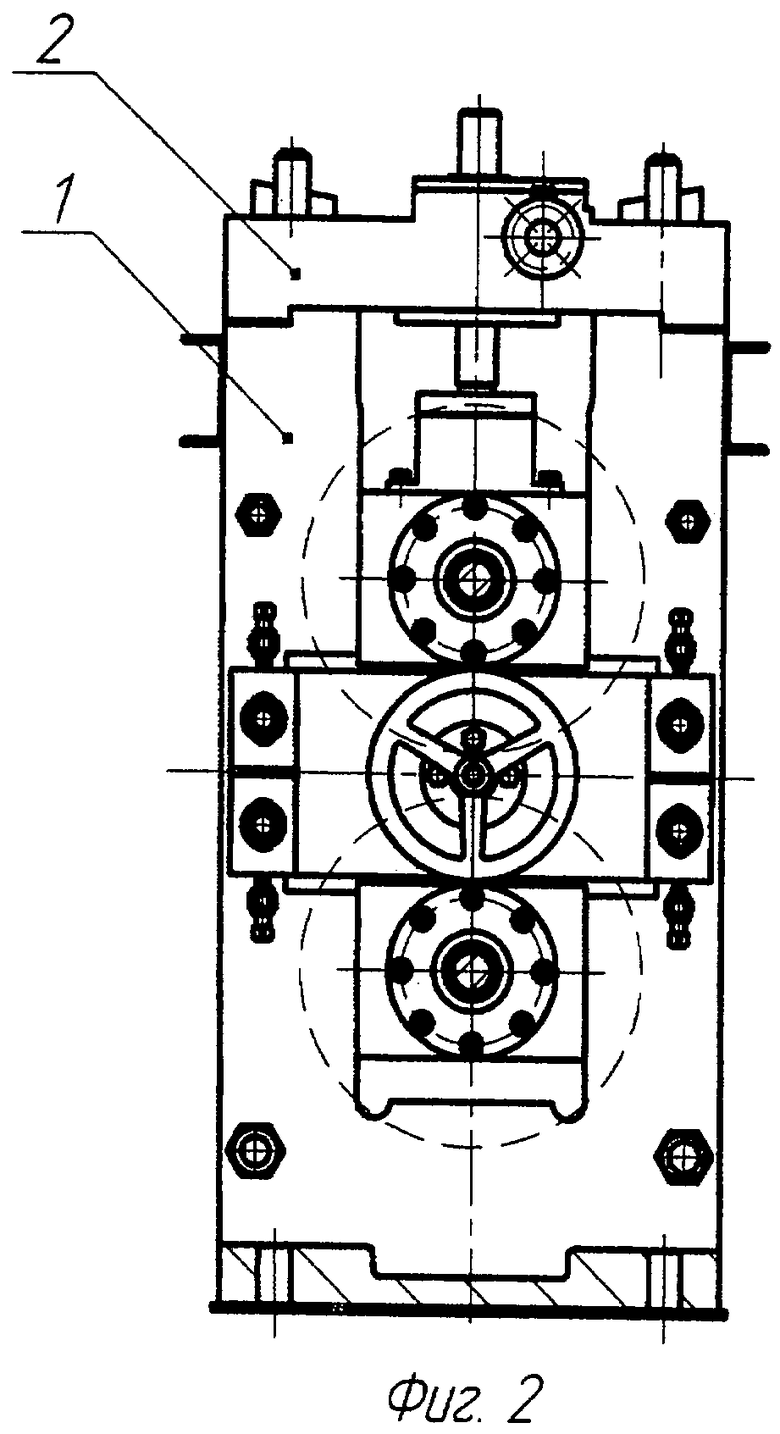
на фиг.2 - разрез А-А на фиг.1;
на фиг.3 - разрез Б-Б на фиг.1;
на фиг.4 - место В на фиг.1;
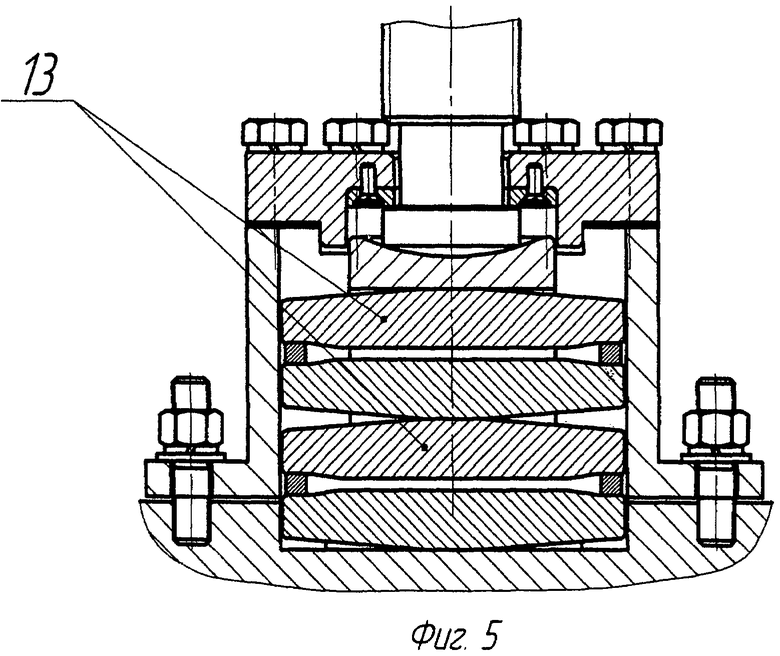
на фиг.5 - разрез Г-Г на фиг.4;
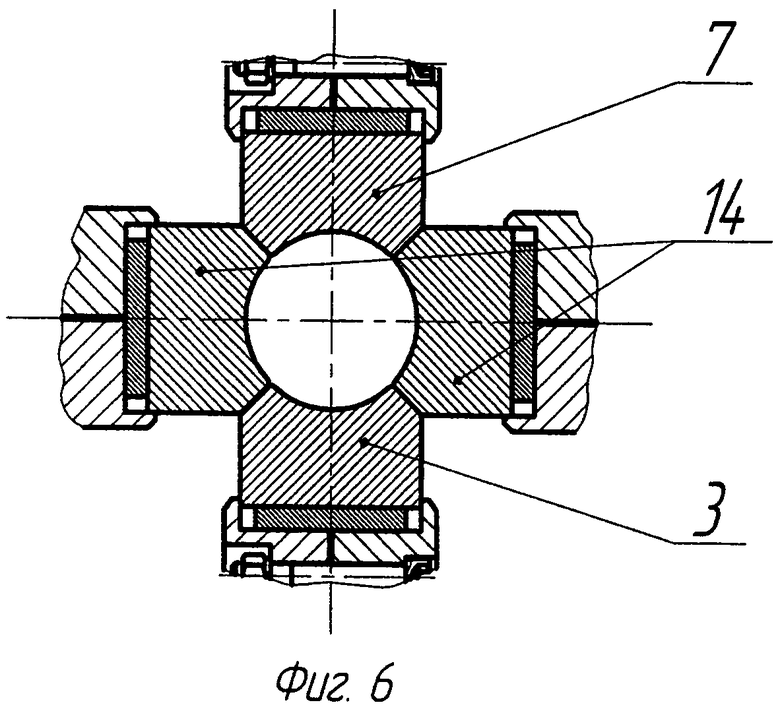
на фиг.6 - место Д на фиг.1, поперечное сечение очага деформации;
на фиг.7 - схема поперечного сечения очага деформации;
на фиг.8 - схема продольного сечения очага деформации;
на фиг.9 - вариант выполнения четырехвалковой калибровочной клети перед совместной чистовой обработкой калибра валков.
Четырехвалковая калибровочная клеть содержит станину 1 с крышкой 2, нижний горизонтальный валок 3, установленный на валу 4 с подшипниками качения 5, размещенными в подушках 6, верхний горизонтальный валок 7, расположенный на валу 8 с подшипниками качения 9 и подушками 10, механизмы радиальной регулировки горизонтальных валков в виде нажимных винтов 11 с подпятниками 12, взаимодействующих с подушками 10 верхнего горизонтального валка через упругое средство 13, вертикальные валки 14 с винтовыми механизмами 15 их радиальной регулировки. На подпятниках 12 нажимных винтов 11 и на торцах осей 16 вертикальных валков 14 закреплены металлические пластины 17, 18. Верхний горизонтальный валок 7 снабжен датчиками 19, размещенными в торцевых углублениях 20, выполненных в его подушках 10 и взаимодействующих с металлическими пластинами 17.
Привод вращения нижнего 3 и верхнего 7 горизонтальных валков включает редукторы 21, которые через зубчатые муфты 22 соединены с электродвигателями 23.
Привод радиальной регулировки горизонтальных валков 3, 7 включает червячные редукторы 24, зубчатые муфты 25, штурвал 26 и промежуточный вал 27.
Вертикальные валки 14 смонтированы в корпусах 28 с фиксирующими крышками 29 и имеют винтовые механизмы 15 их радиальной регулировки. Гайки 30 винтовых механизмов 15 для предотвращения поворота вертикальных валков 14 в плоскости их осей смонтированы в траверсах 31, закрепленных на торцах станины 1 с возможностью вертикального перемещения и фиксации.
Приводы радиальной регулировки верхнего горизонтального валка 7 и вертикальных валков 14 снабжены датчиками перемещений 32.
Каждый корпус 28 вертикального валка 14 снабжен размещенным на его горизонтальном торце упругим средством 33, выполненным аналогично упругому средству 13 верхнего горизонтального валка 7, и датчиком давления 34, взаимодействующим с металлической пластиной 18, закрепленной на торце оси 16 вертикального валка 14.
Каждый горизонтальные валок выполнен с боковыми коническими поверхностями «а» и установлен в постоянном контакте с боковыми поверхностями соседних валков калибра.
Величина первоначального усилия прижатия конической поверхности валков 3, 7, 14 друг к другу определяется следующим анализом.
При отсутствии момента прокатки рабочая зона (фиг.7) делится поровну: AC - зона активного трения (силы трения направлены по движению трубы) и ВС - зона сопротивления, причем нейтральное сечение (точка С) располагается под углом φ0=π/8.
При наличии момента прокатки и при условии, что деформируемая труба свободна, равнодействующая усилия (фиг.8) направлена вертикально, вследствие чего угол зоны активного трения АС возрастает на величину δφ, который определяется условием
 ,
,
где  ,
,
 - длина дуги захвата;
- длина дуги захвата;
Δ - диаметральное обжатие;
R - радиус валка по дну калибра;
h - толщина стенки трубы;
 - удельное давление в зоне контакта;
- удельное давление в зоне контакта;
f1 - коэффициент трения металла трубы о валок;
σs - сопротивление деформации металла;
δφ - угол смещения нейтральной линии от φ0=π/8 (на фиг.7 соответственно точки C и C1).
Отсюда 
и резерв тянущего усилия рабочего валка

При необходимом для прокатки моменте на холостом валке  минимальное усилие прижатия конических поверхностей валков друг к другу в процессе прокатки определяется:
минимальное усилие прижатия конических поверхностей валков друг к другу в процессе прокатки определяется:

В этой формуле учтено, что усилие на конические поверхности в  больше радиального, f2 - коэффициент трения на конической поверхности валков.
больше радиального, f2 - коэффициент трения на конической поверхности валков.
После преобразований получим

Ниже в таблице даны значения  (при f1=f2=0,15) в функции
(при f1=f2=0,15) в функции 


Из таблицы видно, что при малых обжатиях при  значения
значения  становятся отрицательными, что означает наличие резерва сил трения на рабочем валке достаточного для выполнения работы и на холостом валке.
становятся отрицательными, что означает наличие резерва сил трения на рабочем валке достаточного для выполнения работы и на холостом валке.
Таким образом, окончательно усилие прижатия конической поверхности валков друг к другу определяется:

но не менее чем
Т=(1,1÷1,2)Р.
Настройка валков четырехвалковой калибровочной клети с припуском под чистовую механическую обработку осуществляется следующим образом. Конические поверхности валков полностью механически обработаны. С помощью нажимных винтов 11 привода радиальной регулировки предварительно устанавливают верхний горизонтальный валок 7 до требуемого размера калибра по высоте, контролируемого с помощью датчика перемещения 32. Далее горизонтальные валки 3, 7 с помощью гаек 30 устанавливают строго по ширине.
Передвижением траверс 31 по высоте выставляют предварительно ось калибра вертикальных валков 14 по оси калибра, образованного горизонтальными валками 3, 7. Винтовыми механизмами 15 перемещают вертикальные валки 14 по ширине до установки требуемого калибра.
После этого с помощью датчиков давления 19 горизонтальных валков 3, 7 и датчиков давления 34 вертикальных валков 14 обеспечивается взаимное прижатие конических поверхностей валков с усилием, равным Т.
Клеть с валками, прижатыми своими коническими поверхностями друг к другу с усилием Т, отсоединяют от привода вращения горизонтальных валков 3, 7, затем съемный цилиндрическо-червячный редуктор 35 присоединяют к нижнему горизонтальному валку 3 редуктора 22. Далее клеть посредством расточного станка подвергают совместной чистовой обработке калибра. При этом при твердости рабочей поверхности валков порядка 50-55 HRc за счет большого передаточного числа редуктора (~5000) при окружной скорости резания 110 м/мин обеспечивается необходимая подача - 0,02 мм/оборот.
После чистовой обработки калибра клеть отсоединяют от цилиндрическо-червячного редуктора 35 и подсоединяют к приводам вращения горизонтальных валков 3, 7. Затем клеть устанавливается для работы в линию стана.
Предложенная четырехвалковая калибровочная клеть по сравнению с известными позволит производить цилиндрические трубы повышенной точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430801C2 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| Клеть с многовалковым калибром для продольной прокатки | 1980 |
|
SU933137A1 |





Изобретение предназначено для повышеия точности цилиндрических труб, прокатываемых в четырехвалковых калибровочных клетях. Четырехвалковая калибровочная клеть содержит станину, расположенные в ней приводные горизонтальные и вертикальные валки с механизмами радиального перемещения. Исключение зазоров между боковыми поверхностями валков обеспечивается за счет того, что каждый приводной валок выполнен с боковыми коническими поверхностями, установлен в постоянном контакте с боковыми поверхностями соседних валков калибра и снабжен средством для осуществления усилия прижатия и контроля этой величины, при этом первоначальное усилие прижатия конической поверхности валков друг к другу регламентируется математической зависимостью и составляет не менее чем Т=(1,1÷1,2)Р. Клеть снабжена дополнительным съемным цилиндрическо-червячным редуктором. 1 з.п. ф-лы, 9 ил., 1 табл.
1. Четырехвалковая калибровочная клеть, содержащая станину, расположенные в ней приводные горизонтальные и вертикальные валки с механизмами радиального перемещения, отличающаяся тем, что каждый приводной валок выполнен с боковыми коническими поверхностями, установлен в постоянном контакте с боковыми поверхностями соседних валков калибра и снабжен средством для осуществления усилия прижатия и контроля этой величины, при этом первоначальное усилие прижатия конической поверхности валков друг к другу установлено соответствущим величине:

и не менее чем Т=(1,1÷1,2)Р,
где Т - первоначальное усилие прижатия конических поверхностей валков, тс;
Δ - диаметральное обжатие, мм;
R - радиус валков по дну калибра, мм;
Р - усилие прокатки на валок, тс;
f1 - коэффициент трения деформируемая труба - валок;
f2 - коэффициент трения на конической поверхности валков.
2. Клеть по п.1, отличающаяся тем, что она снабжена дополнительным съемным цилиндрическо-червячным редуктором.
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Прокатная клеть | 1979 |
|
SU925449A1 |
| Прокатная клеть | 1974 |
|
SU509310A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАННИТА ИЗ БУРЫХ ВОДОРОСЛЕЙ | 1994 |
|
RU2078579C1 |

