I
Изобретение относится к сварке, в частности к газоэлектрической сварке неплавящимся электродом с подачей присадочной проволоки и, в особенности, к головкам для автоматической сварки неповоротных стыков труб.
Известны головки для автоматической сварки неповоротных стыков труб, содержащие привод вращения, планшайбу, на которой расположены механизм подачи присадочной проволоки, механизм слежения по длине дуги, горелку, кассету с присадочной проволокой, а также газо- и электропроводящие коммуникации. Однако увеличенные габаритные размеры и невозможность производства сварки в широком диапазоне диаметров создает значительные неудобства на производстве и ограничивает их применение.
Цель изобретения - уменьшение габаритов головки и возможность использования набора сменных планшайб.
Это достигается тем, что приводы механизмов подачи проволоки и сл-ежения дуги по длине, выполненные в виде фланцевого электродвигателя и редуктора, сочленены подвижно с возможностью излома их общей оси по контуру планшайбы, причем положение электродвигателя и редуктора относительно друг друга может быть фиксировано при помощи Запирающего механизма.
Для осуществления излома оси привода на фланце электродвигателя закреплена вилка, в пазу которой на оси установлен редуктор. Подвижность сочленения электродвигателя и редуктора достигается тем, что между выходным валом двигатели и осью установлена коническая пара.
Такое выполнение головки для автоматической сварки неповоротных стыков труб обеспечивает сварку в стесненных условиях, уменьшает ее габариты, облегчает обслуживание и, в конечном счете, повышает производительность труда. Кро.ме того, такое выполнение позволяет применять набор сменных планшайб взамен серий головок и унифицировать узлы приводов и механизмов, что увеличивает диапазон сварнваемых диаметров стыков труб и упрощает их изготовление.
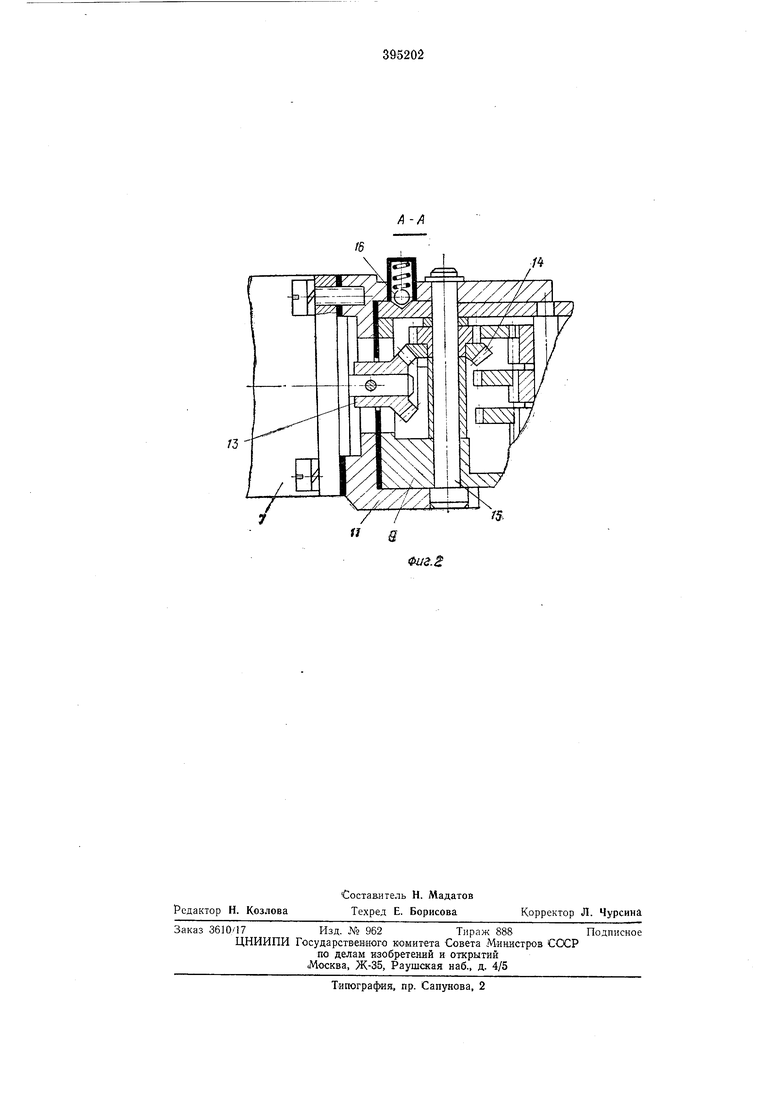
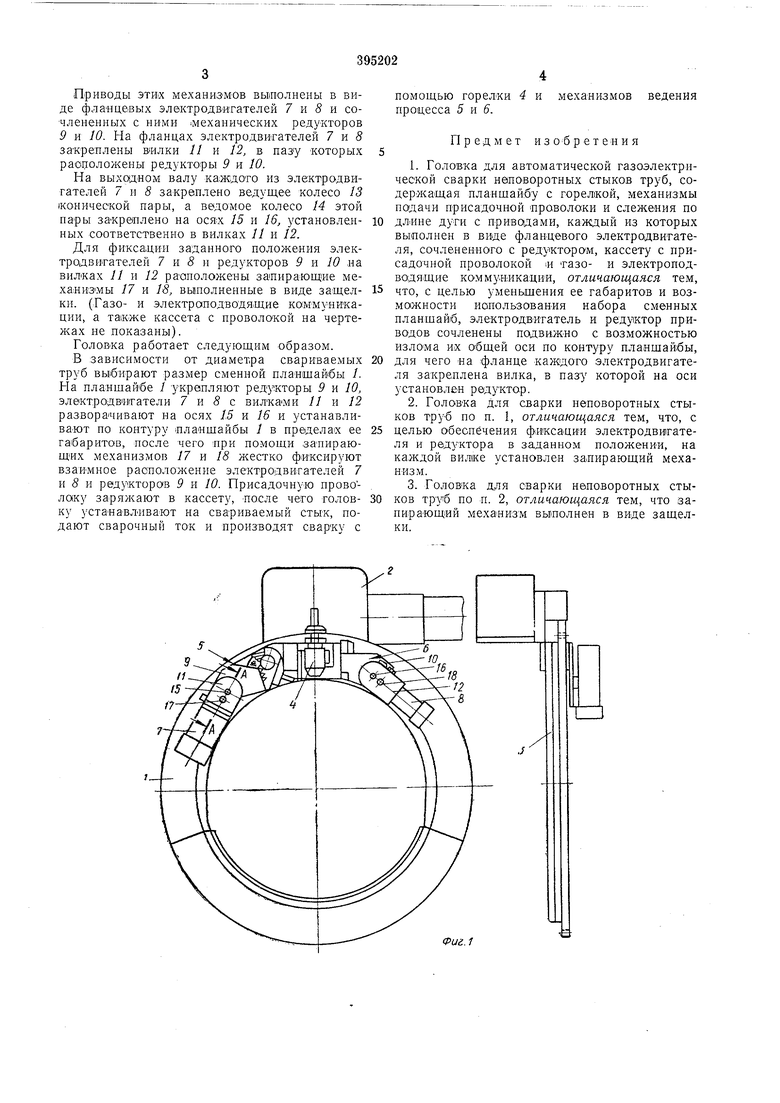
На фиг. 1 изображена предлагаемая головка; на фиг. 2 - сочленение электродвигателя с редуктором в разрезе.
Голозка для автоматической сварки неповоротных стыков содержит с.менную планшайбу / с приводом 2, распололсевным на неподвижно.м корпусе 3 головки.
На планшайбе } установлена горелка 4, механизм подачи присадочной проволоки 5 и ханизм 6 слежения дуги по длине с приводами.
Приводы эти-х механизмов выполнены в виде фланцевых электродвигателей 7 и 5 и сочлененных с ними .механических редукторов 9 и 10. На фланцах электродви гателей 7 и S закреплены вилки 11 и 12, в пазу которых расположены редукторы 9 и 10.
На выходном валу каждого из электродвигателей 7 и 8 закреплено ведущее колесо 13 конической пары, а ведомое колесо 14 этой нары закре)нлено на осях 15 и 16, установленных соответственно в вилках 11 и 12.
Для фиксации заданного положения электродвигателей 7 и S и редукторов 9 и 10 на вилках 11 и 12 раоноложены запирающие механизмы 17 и 18, выполненные в виде защелки. (Газо- и электроподводя.щие коммуникации, а также кассета с проволокой на чертежах не показаны).
Головка работает следующим образом.
В зависимости от диаметра свариваемых труб выбирают размер сменной планшайбы /. На планшайбе / укрепляют редукторы 9 и 10, электродвигатели 7 и 5 с вилкаэди // и 12 разворачивают на осях /5 и 16 и устанавливают по контуру планшайбы 1 в пределах ее габаритов, после чего при номош:и запирающих механизмов 17 и 18 жестко фиксируют взаимное расположение электродвигателей 7 и 8 и редукторов 9 и 10. Нрисадочную проволоку заряжают в кассету, после чего головку устанавливают на свариваемый стык, подают сварочный ток и нроизводят сварку с
п 15
if
помощью горелки 4
и механизмов ведения процесса 5 и 6.
Предмет изобретения
1.Головка для автоматической газоэлектрнческой сварки неповоротных стыков труб, содержащая планшайбу с горелкой, механизмы подачи присадочной проволоки и слежения по длине дуги с приводами, каждый из которых выполнен в виде фланцевого электродвигателя, сочлененного с редукторам, кассету с присадочной проволокой и тазо- и электроподвод ящие коммуникации, отличающаяся тем, что, с целью уменьшения ее габаритов и возмол ности использования набора сменных планщайб, электродв-игатель и редуктор приводов сочленены подвижно с возможностью излома и« общей оси по контуру планщайбы, для чего на фланце каждого электродвигателя закреплена вилка, в пазу которой на оси установлен редуктор.
2.Головка для сварки пеповоротных стыков труб но п. 1, отличающаяся тем, что, с целью обеспечения ф:иксации электродви1гателя и редуктора в заданном положении, на каждой вилке установлен запирающий механизм.
3.Головка для сварки неповоротных стыков труб по п. 2, отличающаяся тем, что запирающий механизм выполнен в виде защелки.
/3
У
/4
5.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU282563A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU339370A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU204461A1 |