Предлагаемое изобретение относится к автоматам для сварки неповоротных стыков труб неплавящимся электродом с подачей присадочной проволоки, а при необходимости и плавящимся электродом.
Известный по а-вт. св. № 228206 автомат для сварки яеповоротных стыков труб содержит корпус, вращающуюся планщайбу с расположенной на ней сварочной горелкой и мундщтуком подачн присадочщой проволоки, устройство подачи, содержащее кассету с проволокой и кольцевую направляющую для ее размещения, концентрично расположенную на трубе.
Предлолчепный автомат для сварки неповоротных стыков труб отличается тем, что устройство подачн присадочной проволоки снабжено приволдыми подающими роликами, закрепленными на корпусе и расположенными между кольцевой направляющей и катушкой с проволокой, вынесенной за ее пределы. Это позволяет регулировать и программировать скорости подачи независимо от скорости сварки.I
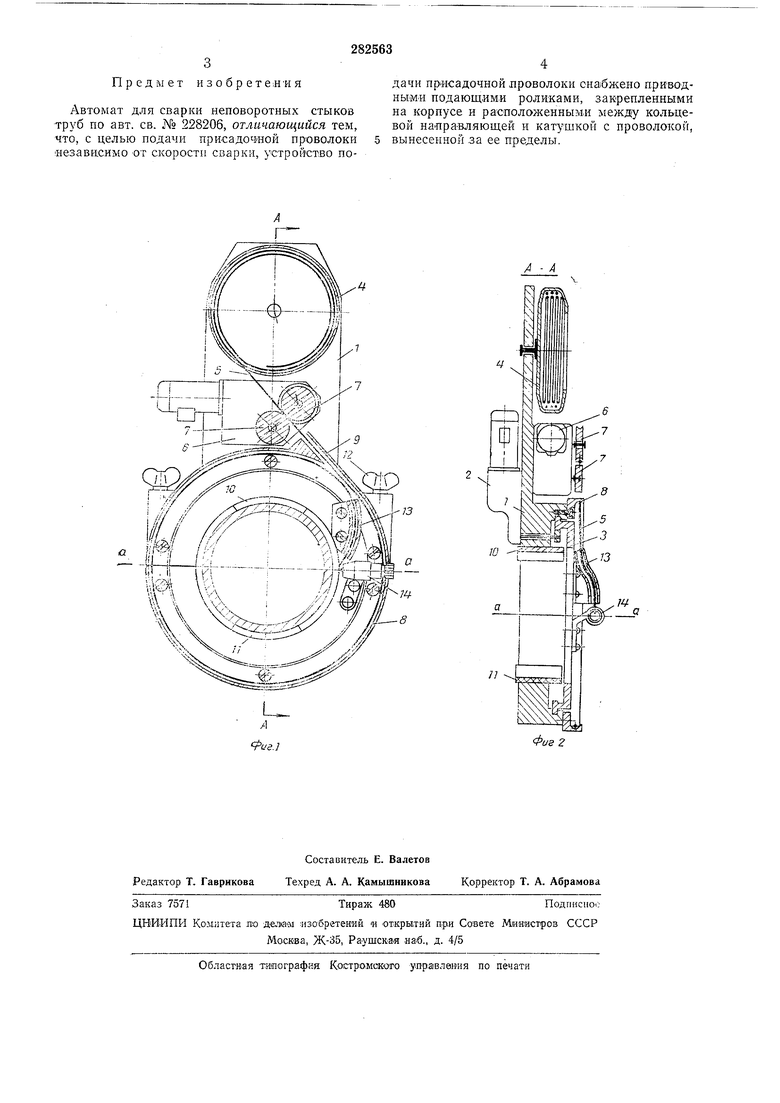
На 1ФИГ. 1 1приведен общий ;вид тредлагавмого автомата; на фиг. 2 - сечение по А-А на фиг. 1.
Автомат выполнен разъемным по линии а-а и состоит из корпуса 1, на котором закреплены привод 2 вращения планщайбь 3, кассета 4
с проволокой 5, механизм подачи 6 проволоки с подающими роликалш 7, кольцевая направляющая 8 с входным каналом 9, верхняя 10 и нижняя эластичная 1 колодки, центрирующие
автомат, два винта-баращка 12 для закрепления автомата на трубе и замыкания его по линии разъема а-а. На плащщайбе закреплены мундщтук 13, выполненный в виде улитки, для направления проволоки в зо,ну сварки и узел
горелки 14.
Перед сваркой планшайбу, вращая от привода, устанавливают таким образом, чтобы входное отверстие му)ндщтука расположилось протнв входного канала. Проволоку из кассеты
через подающие ролики и канал вставляют в мундщтук. Верхнюю половину разомкнутого по линии а-а автомата устанавливают колодкой W на трубу, а нижнюю половину поднимают к верхней винтами-баращками, осуществляя
центрирование и закрепление автомата на трубе эластичной колодкой 11. Одновременно осуществляя -подачу проволоки механизмом подачи и вращая планщайбу по часовой стрелке приводом, производят укладку хотя бы полутора витков проволоки в кольцевой направляющей. Автомат подготовлен к сварке. При одновременном включении привода вращения плаищайбы и механизма подачи проволока поД|аегся в зону дуги с переменной скоростью, Предмет изобрете:Ния Автомат для сварки неповоротных стыков труб по авт. св. № 228206, отличающийся тем, что, с целью подачи присадочной проволоки 5 независимо от скорости сварки, устройство подачи присадочной лроволоки снаол ено п.ркводны:М-и подающими ролнками, закрепленными на корпусе н расположенными между кольцевой на пра-вляющей и катушкой с проволокой, вынесенной .за ее пределы, 
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU425750A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU204461A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1973 |
|
SU395202A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| 13 СЕРО ЮЗЫ Л ЯПА ^-i-TaYJ-rt ТГ av Cf; тггг ^- f.-: -, «i Hlt.StTi=0-i;.A.r:r,i.. ПЛН; | 1973 |
|
SU385703A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1978 |
|
SU766793A1 |
А иг.
/I - 4
/;
Фиг 2
