Изобретение предназначено для использования, например, в целлюлозно-бумажной промышленности.
Известны устройства Для равномерного разравнивания покрытия, включающие воздушный нож с воздухопитаюш,ей трубой, механизмы наклона и иеремешения ножа относительно полотна, установочные винты регулиpOBkn величииы зазора, образованного формующими воздушный поток губками ножа.
Однако известные устройства не обеспечивают достаточно высокого качества разравнивания покрытия.
Достигается это тем, что механизм перемещения воздушного ножа выполнен со столом, Перемещаемым посредством винтовой передачи по направляющим. На столе укреплен Механизм наклона воздушного ножа, выполненный, в свою очередь, в виде редуктора, а установочные винты расположены вне полости, формующей воздущный поток.
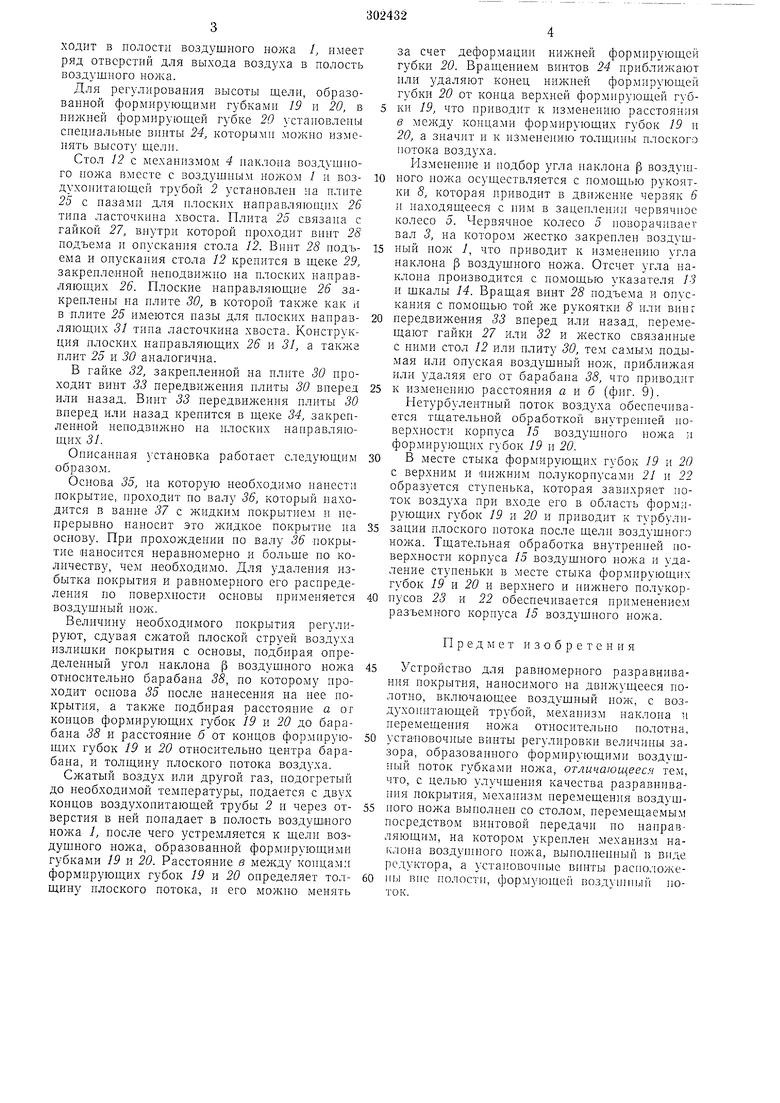
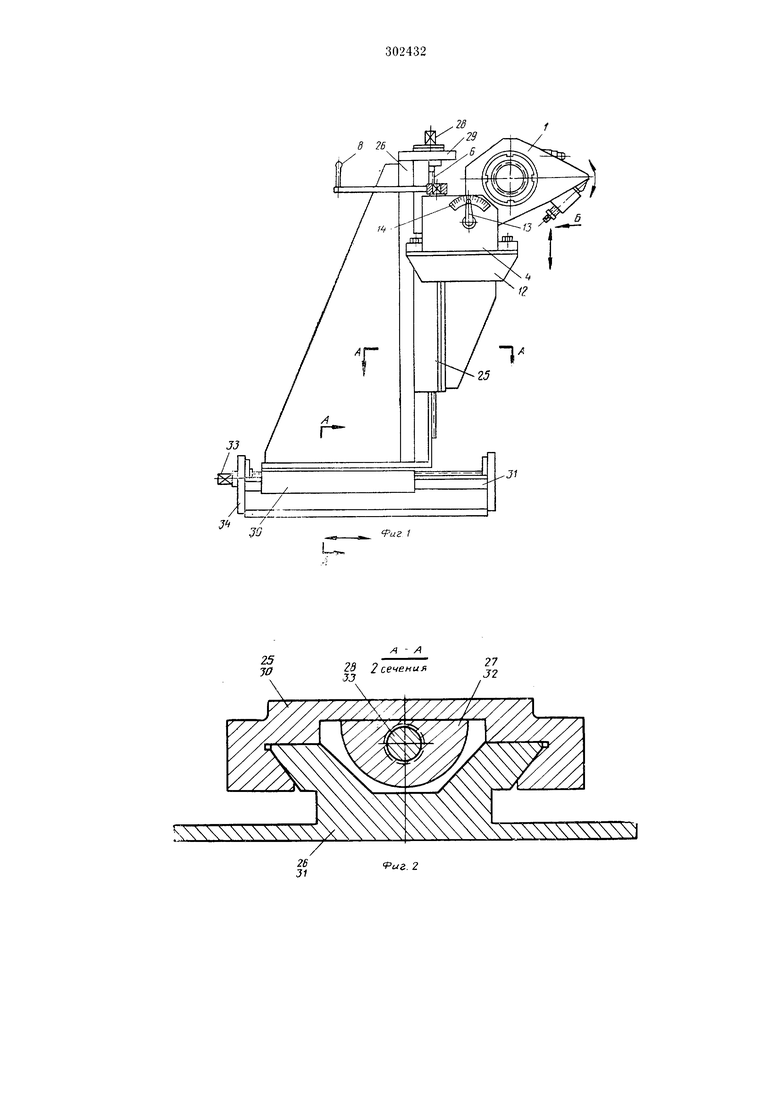
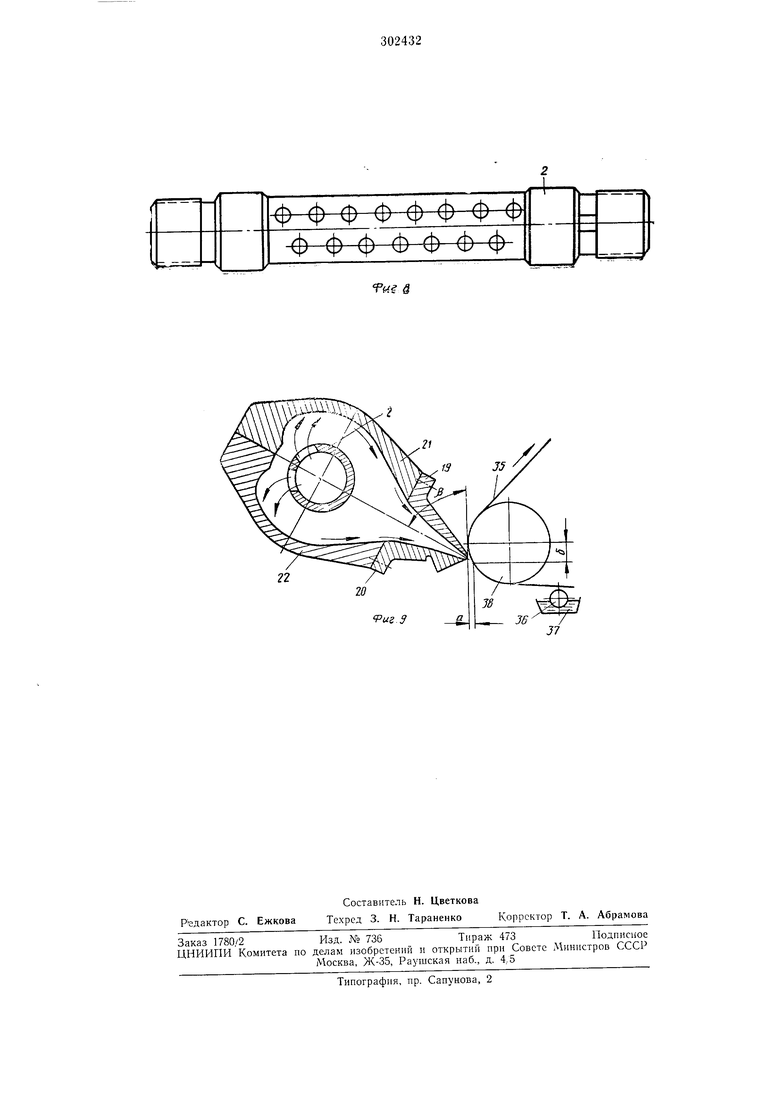
На фиг. 1 изображена установка воздушного ножа, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 3; на фиг. 5 - разъемный корпус воздушного ножа; на фиг. 6 - разрез по Г-Г на фиг. 3; на фиг. 7 - разрез по Д-Д «а фиг. 3; на фиг. 8 - воздухопитающая труба воздушного иожа; на фиг. 9 - схема расположения
воздушного нож.а относительно движущейся основы.
Воздущный нож 1 с воздухопитающей трубой 2 жестко закреплен на валу 3 механизма наклона воздушного ножа.
Механизм 4 наклона состоит Из червячного колеса 5, закрепленного на валу 3 и находящегося с ним в зацеплении червяка 6, установленных в корпусе 7. Конец червяка имеет
четырехгранник, иа который одевается рукоятка 8 для изменения угла наклона воздущного ножа. Вал 3 закреплен в подшипниках 9 и 10, установленных в корпусах 7 и 11. Корпуса 7 и 11 закреплены на столе 12. С помощью указателя 13, связанного с валом 3 и щкалы 14, закрепленной на корпусе 7, производится отсчет угла наклона воздущного ножа. Воздущный нож состоит ,из корпуса 15, к которому болтами 16 крепятся торцовые щеки 17, а винтами 18 крепятся формирующие губки 19 и 20. Корпус воздушного ножа литой, разъемный и состоит из полукорпусов верхнего 21 и нижиего 22, соединенных между собой винтами 23.
Внутри воздушного 1 через торцовые щеки 17 проходит воздухоиитающая труба 2. Концы воздухопитающей трубы 2 выполнены таким образом, что к ним подсоединить воздухоподающий щланг от компрессора, а ходит в полости воздушного ножа 1, нмеет ряд отверстий для выхода воздуха в полость воздушного ножа. Для регулирования высоты шели, образованной формирующими губками 19 и 20, в нижней формируюш ей губке 20 установлены снециал зные винты 24, которыми можно изменять высоту щели. Стол 12 с механизмом 4 наклона воздушного ножа вместе с воздушным ножом 1 и воздухонитаюш,ей трубой 2 установлен на плите 25 с иазами для плоских наиравляющих 26 тина ласточкина хвоста. Плита 25 связана с гайкой 27, внутри которой проходит вннт 28 подъема и опускания стола 12. Втп 28 нодъема и опускания стола 12 крепится в ш,еке 29, закрепленной неподвнжно на нлоских направляюнцих 26. Плоские направляющие 26 закренлены на нлите 30, в которой также как и в плите 25 нмеютея назы для плоских направляющих 31 типа ласточкина хвоста. Конструкция нлоских направляющих 26 и 31, а также нлит 25 и 30 аналогична. В гайке 32, закренленной на плите 30 проходит винт 33 передвижения нлнты 30 внеред или назад. Винт 33 нередвижения плиты 30 внеред или назад кренится в щеке 34, закрепленной неподвижно на нлоскнх нанравляющих 31. Описанная установка работает следующим образом. Основа 35, на которую необходимо нанести нокрытие, проходит ио валу 36, который находится в ванне 37 с жидким покрытием н ненрерывно наносит это жидкое покрытие на основу. При прохождении ио валу 36 нокрытие наносится неравномерно и больше но количеству, чем необходи.мо. Для удаления избытка нокрытия и равномерного его распределения но новерхности основы применяется воздушный нож. Величину необходимого иокрытия регулируют, сдувая сжатой плоской струей воздуха излишки покрытия с основы, подбирая определенный угол наклона р воздушного ножа относительно барабана 38, по которому проходит основа 35 после нанесения на нее нокрытия, а также нодбирая расстояние а от концов формирующих губок 19 и 20 до барабана 38 и расстояние б от концов формирующих губок 19 и 20 относительно центра барабана, и толщину плоского нотока воздуха. Сжатый воздух или другой газ, подогретый до необходимой температуры, подается с двух концов воздухопитающей трубы 2 н через отверстия в ней нопадает в полость воздушного 1, после чего устремляется к щели воздушного ножа, образованной формирующими губками 19 и 20. Расстояние в между концами формирующих губок 19 и 20 оиределяет толщину плоского потока, н его можно менять за счет деформации нижней формирующей губкн 20. Вращением винтов 24 приближают или удаляют конец нижней формирующей губки 20 от конца верхней формнрующей губки 19, что прнводит к нзменению расстояния в между концами формнрующих губок 19 н 20, а значит и к нзменению толщины плоского нотока воздуха. Изменение и нодбор угла наклона р вoздyнJного ножа осуществляется с номощью рукоятки 5, которая прнводит в движение червяк 6 и находящееся с ним в зацеплении червячное колесо 5. Червячное колесо 5 новорачивает вал 3, на котором жестко закреплен воздущный нож /, что приводит к изменению угла наклона (3 воздушного ножа. Отсчет угла наклона нроизводится с помощью указателя 13 и щкалы 14. Вращая винт 28 подъема н опускаиия с помощью той же рукоятки 8 или вин г нередвижеяия 33 внеред или назад, перемещают гайки 27 или 32 и жестко связанные с ними стол 12 или плиту 30, тем самым подымая или опуская воздушный нож, приближая или удаляя его от барабана 38, что приводит к изменению расстояния а и б (фиг. 9). Нетурбулентный поток воздуха обеспечнвается тщательной обработкой внутренней новерхности корпуса 15 воздушного ножа и формируюших губок 19 и 20. В месте стыка формирующих губок 19 и 20 с верхним и нижннм нолукорпусами 21 и 22 образуется ступепька, которая завихряет поток воздуха при входе его в область формнрующих губок 19 и 20 и приводит к турбулизации плоского потока после щели воздушного ножа. Тщательная обработка внутренней поверхности корпуса 15 воздушного ножа и удаление стуненьки в месте стыка формирующих губок 19 и 20 W. верхнего и нижнего полукорпусов 23 и 22 обеспечивается применением разъемного корпуса 15 воздушного ножа. Предмет н з о б р е т е н и я Устройство для равномерного разравнивания покрытня, наносимого на движущееся полотно, включающее воздушный пож, с воздухонитающей трубой, механизм наклона и перемещения ножа относительно полотна, установочные винты регулировки величины зазора, образованного формирующимн воздушный поток губками иожа, отличающееся тем, что, с целью улучшения качества разравнивання нокрытия, механизм перемещения воздушиого ножа выполнен со столом, неремещаемым посредством винтовой нередач по направляющим, на котором укренлен механиз.м наклона воздун1ного ножа, выполненный в виде редуктора, а установочные винты расгкхложепы вне полости, формующей воздушный поток.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВЫРЕЗАНИЯ ДЕТАЛЕЙ С ПЛАВНЫМ КОНТУРОМ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU309991A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1969 |
|
SU239103A1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ПНЕВМАТИЧЕСКИЙ СОМИРОВАЛЬНЫЙ С1ВСЕСОЮ^знЛяПАТЕНТНО-Т1Х1Ш^Е{НДЯБЧБЛИО~ГКА | 1971 |
|
SU301188A1 |
| Автомат для изготовления гофрированных деталей из ленты | 1977 |
|
SU725754A1 |
| УСТАНОВКА ДЛЯ ЗАТАРИВАНИЯ СЫИУЧЕГО ПРОДУКТА | 1965 |
|
SU171779A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ ДЕТАЛЕЙ НИЗА ОБУВИ | 1973 |
|
SU376081A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОСЕЧНОЙ | 1971 |
|
SU303681A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СТЕКЛЯННЫХ ТРУБ | 1973 |
|
SU362793A1 |
/ч - A
Риг. 2 «
16
игЛ
гг
22
Vua Э
г г
9
20
п. а
Г8 &
22
Vuz 3
