Изобретение относится к устройствам для изготовления, наиолнения изделием и заиечатывания иакетоБ из ленты термопластического материала.
Известно устройство, состоящее из приспособления для подачи термопластического материала, Механизма для формОВаиия ленты в трубу, приспособления для ввода изделия R трубу, нагревательного элемента для образования продольного шва и захвата для термосклеивания трубы в поперечном направлении и ее протяжки, приводимого в колебательное движение в плоскости движения трубы с регулируемой амплитудой и выполненного в виде обогреваемых губок, укрепленных на рычагах.
Предложенное устройство, с целью повышения коррозийной стойкости упаковываемого изделия путем удаления воздуха из пакета, снабжено расположенными между рычагами обогреваемых губок дополнительными захватами с губками, к внутренним сторонам которых прикреплены подушки из легкодеформируемого материала, служащими для обжатия пакета с изделием во время термосклеивания поперечного шва, при этом дополнительные захваты связаны с основными при помощи планки с отверстием, укрепленной на рычагах одной из обогреваемых губок, и пальца, служащего для захода в это отверстие и соответствующее глухое отверстие губки дополнительного захвата и имеющего укрепленные на нем с обеих сторон от планки кольца, предназначенные для обеспечения необходимого
зазора между обогреваемыми губками и губками дополнительиого захвата.
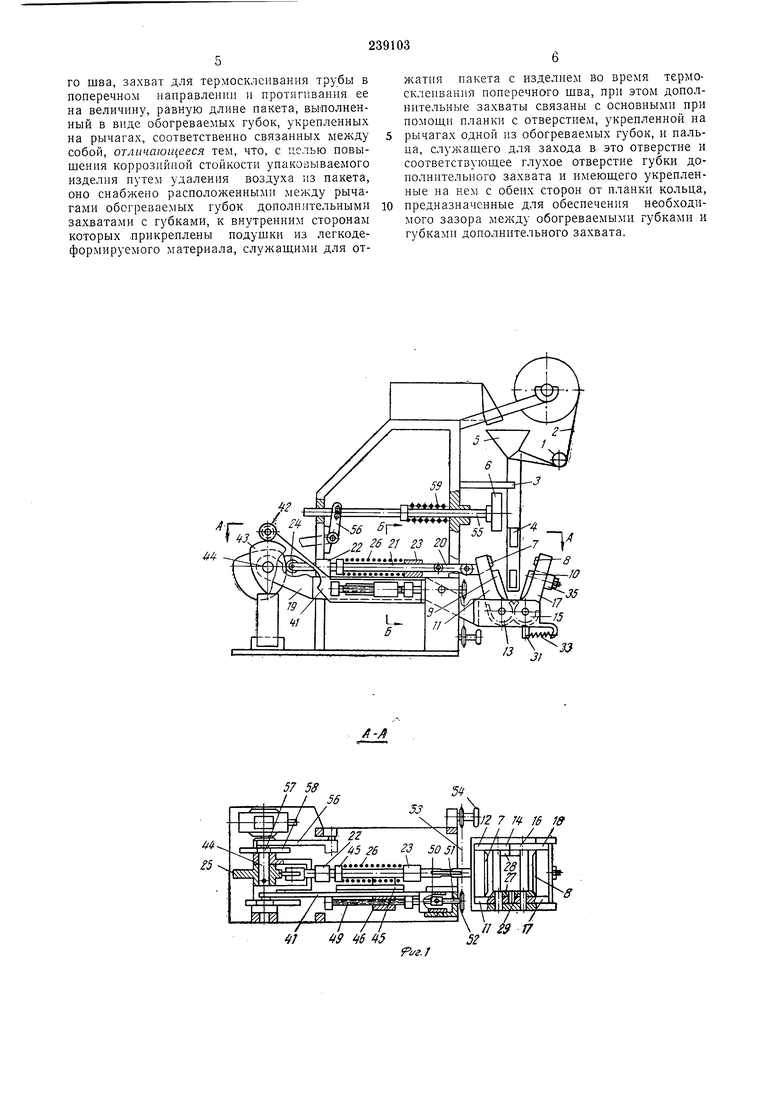
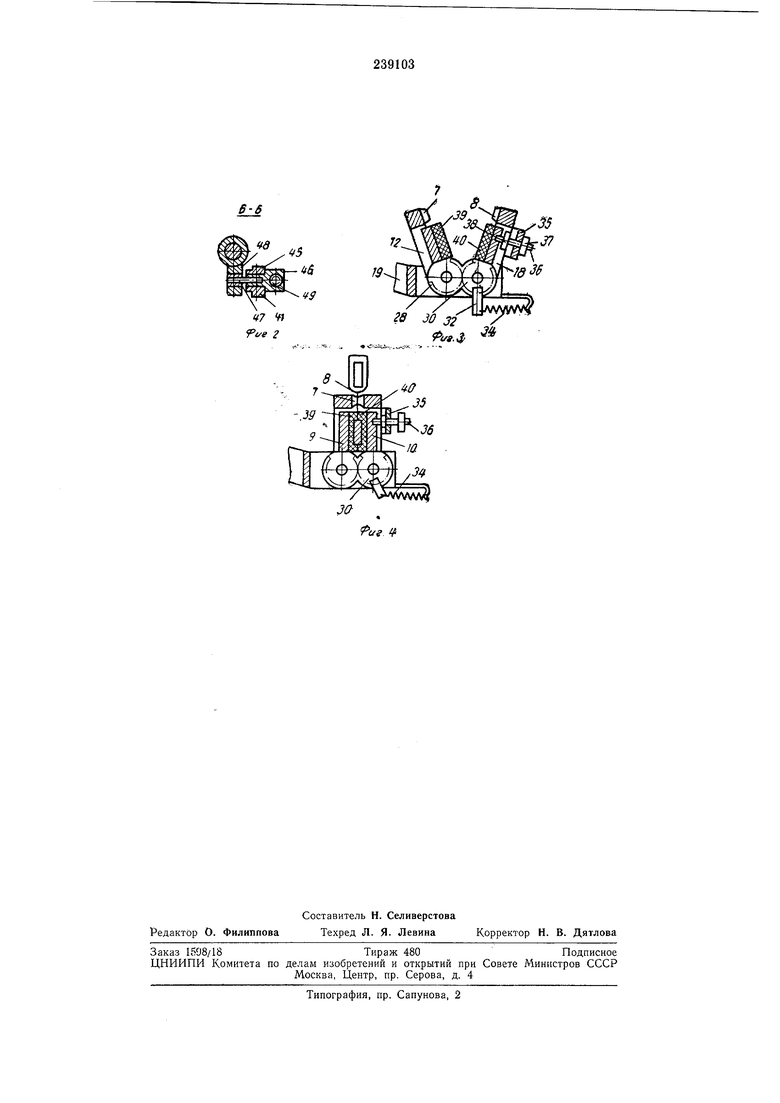
На фиг. 1 схематично изображено предлагаемое устройство и разрез по А-А; на фиг. 2-разрез по Б-.6 на фиг. 1; на фиг. 3-
захваты в открытом положении; на фиг. 4 - то же, в закрытом полон ении.
Устройство содержит приспособление / для подачи ленты 2 из термопластического материала; механизм 3 для формования ленты в
трубу; ир15способление 4 с воронкой 5 для ввода изделия в трубу; нагревательный элемент 6 для образования продольного шва и два клещеобразных захвата-основного (для термосклеивания трубы в поперечном направлении и ее протяжки) и дополнительного для удаления максимального количества воздуха из пакета путем зажима трубы в поперечном направлении по длине изготовляемого пакета с находящимся в нем изделием), приводимых
в одновременное колебательное движение с регулируемой амплитудой.
Основной захват состоит из двух обогреваемых губок 7 и 8, а дополнительный - из губок 9 и 10. Губка 7 закреплена между двумя
чатыми колесами 13, 14, находящимися в постоянном зацеплении с зубчатыми колесами 15, 16 рычагов 17, 18. Между рычагами 17 и 18 предусмотрена губка 8. Оси зубчатых колес 13, 15 и 14, 16 укреплены на стенках балансира 19.
Осповаиие губки 7 шарнирно соединено через планку 20 с тягой 21, находящейся в наиравляющих 22 и 23, .прикреиленных к балаисиру. Тяга 21 снабжена на противоположнол конце роликом 24, взаимодействующим с рабочей поверхностью кулачка 25 при закрывании губо:К 7 и 3. Тя|га 21 иодпружинена лружиной 26 для раскрытия губок 7 и 5.
Губки 9 и 10 дополнительного захвата также связаны с зубчатыми колесами 27, 28 и 29, 30.
К колесам 29 и 30 прикреплены планки 31 и 32, иодпружинеиные пружинами 33 и 54 для поддержания губок 9 и 10 в зажатом со.стоянии в начальный момент раскрытия основного захвата. Это необходимо для того, чтобы отделить пакет от сваривающих элементов основного захвата, в случае его прилипания к ним.
Для управления губками дополнительного захвата к рычагам 17 и 18 прикреплена планка 35, через отверстия которой проходит палец 36, прикрепленный к губке 10 дополнительного захвата. На пальце 36 жестко смоитированы два кольца 37 и 38 с разных сторон планки 35, с соответствующим зазором между ними. Последний необходим для запаздывания действия дополнительного захвата при раскрытии основного и для опережения действия дополнительного во время удаления воздуха из пакета при закрытии основного захвата.
На внутренних поверхиостях губок 9 и 10 находятся подушки 39 и 40 из легкодеформирующегося материала, например губчатой резины.
Качательное движение захватов осуществляется в результате поворота балансира 19 с регулируемой амплитудой. Работой балансира управляет рычаг 41, приводимый в качательное движение роликом 42. Последний перекатывается по кулачку 43, расположенному соосно с кулачком 25, установленным на валу 44. В продольном пазу рычага 41 по направляющим 45 ходит ползун 46. В нем укреплен палец 47, второй конец которого свободно входит в отверстие ползуна 48, перемещающегося вдоль щели в балансире 19.
Для регулирования амплитуды захватов ползуны 46 и 48 можно переставлять соответственно в рычаге 41 и балансире 19 при помощи регулировочного винта 49 на рычаге 41. Винт 49 соединен карданным щарниром 50 с валиком 51 со звездочкой 52 на конце, приводимой в движение цепной передачей 53 от щкива 54.
Нагревательный элемент 6 для образования продольиого щва крепится к толкателю 55, связанному с рычагом 56, управляемым через
ролик 57 кулачком 58, установленным на валу 44. Пружина 59 служит для отвода элемента 6 Б нерабочее положение. , Устройство работает следующим образом.
Подаваемая с рулона лента 2 термопластичного материала ог.мбает приспособление 1 и формуется механизмом 3 в трубу. Наложенные друг иа друга края ленты 2 свариваются нагревательным элементом 6 в пpoдoльнoJM
направлении. Нагревательный элемент в рабочее положение приводит кулачок 58, вращающийся с валом 44, через ролик 57, рычаг 56 и толкатель 55. После образования продольного щва длиной, равиой длине пакета, нагревательный элемент пружиной 59 отводится в нерабочее положение. Далее лента сворачивается в поперечном направлении, и в нее подается изделие.
При повороте вала 44 с кулачками 43 и 25 балансир 19 с обоими открытыми захватами поворачивается против часовой стрелки из нижнего положения в верхнее, где и останавливается. В это время начинает закрываться
основной захват, а губки 9 и 10 дополнительного захвата начинают сближаться при иомощи 33 и 34 на величину, определяемую расстоянием между кольцами 37 и 38. Сначала подущки 39 и 40 дополнительного
захвата начинают сжимать изготовляемый пакет в поперечном направлении снизу вверх по всей его длине с находящимся в нем изделием, постепенно вытесняя из него воздух. Окоичательно удаляет воздух дополнительный
захват под действием иланки 35 на кольцо 38. После удаления воздуха из пакета губки 7 и 5 основного захвата зажимают термосклеивающую трубу.
Далее балансир 19 поворачивается по часовой стрелке сверху вииз, тем самым протягивает трубу из ленты и одновременно сваривает и разрезает ее в поперечном направлении, образуя пакет. В конце протяжки подается новое изделие.
Далее начинают открываться захваты. В начале их открывания дополнительный захват под действием пружин 33 и 34 остается в закрытом положении, что обеспечивает надежное отделение пакета с изделием от сваривающих элементов губок 7 и 5 в случае его прилипаиия к ним. В дальнейшем планка 35 при помощи кольца 37, лреодолевая усилия пружин 33 и 34, открывает дополнительный захват. Готовый пакет с изделием падает вниз.
Затем цикл повторяется.
Предмет изобретения
Устройство для изготовления, наполнения изделием и запечатывания пакетов из ленты термопластического материала, включающее приспособление для подачи последнего, механизм для формования ленты в трубу, приспособление для ввода в нее изделия, нагревательный элемент для образования продольного шва, захват для термоскленвания трубы в поперечном направлении и протягивания ее на величину, равную длине пакета, выполненный в виде обогреваемых губок, укрепленных на рычагах, соответственно связанных мелчду собой, отличающееся тем, что, с целью повышения коррозийной стойкости упаковываемого изделия путем удаления воздуха из пакета, оно снабжено расположенными между рычагами обогреваемых губок дополнительными захватами с губками, к внутренним сторонам которых прикреплены подушки из легкодеформируемого материала, служащими для отжатия пакета с изделием во время термосклеивания поперечного шва, при этом дополнительные захваты связаны с основными при иомоши планки с отверстием, укрепленной на рычагах одной из обогреваемых губок, и пальца, служащего для захода в это отверстие и соответствующее глухое отверстие губки дополнительного захвата и имеющего укрепленные на нем с обеих сторон от планки кольца, предназначенные для обеспечения необходимого зазора между обогреваемыми губками и губками дополнительного захвата.
-57 f / / 56
26 23 50 51 .
ГДТГЙ « i L--Г
и /и /
1/1 9 6 5
«/
5
%2 7 № 16 ЛУ
/ / / ,/ /
г t У
/X
J 3
.
