УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДИАГОНАЛЬНО.
ГОФРИРОВАННЫХ ЛИСТОВ из ПРОПИТАННОЙ
СМОЛОЙ БУМАЖНОЙ ЛЕНТЫ
Изобретение относится к производству диагонально-согнутых или гофрированных бумажных листов.
Известно устройство для изготовления диагонально-гофрированных листов из пропитанной смолой бумажной ленты, включающее бесконечный ценной транспортер, несущий формирующие элементы, взаимодействующие с фигурным прижимом, механизм разрезки готовой ленты на листы и привод.
Цель изобретения-ускорить удаление влаГи из обрабатываемой ленты.
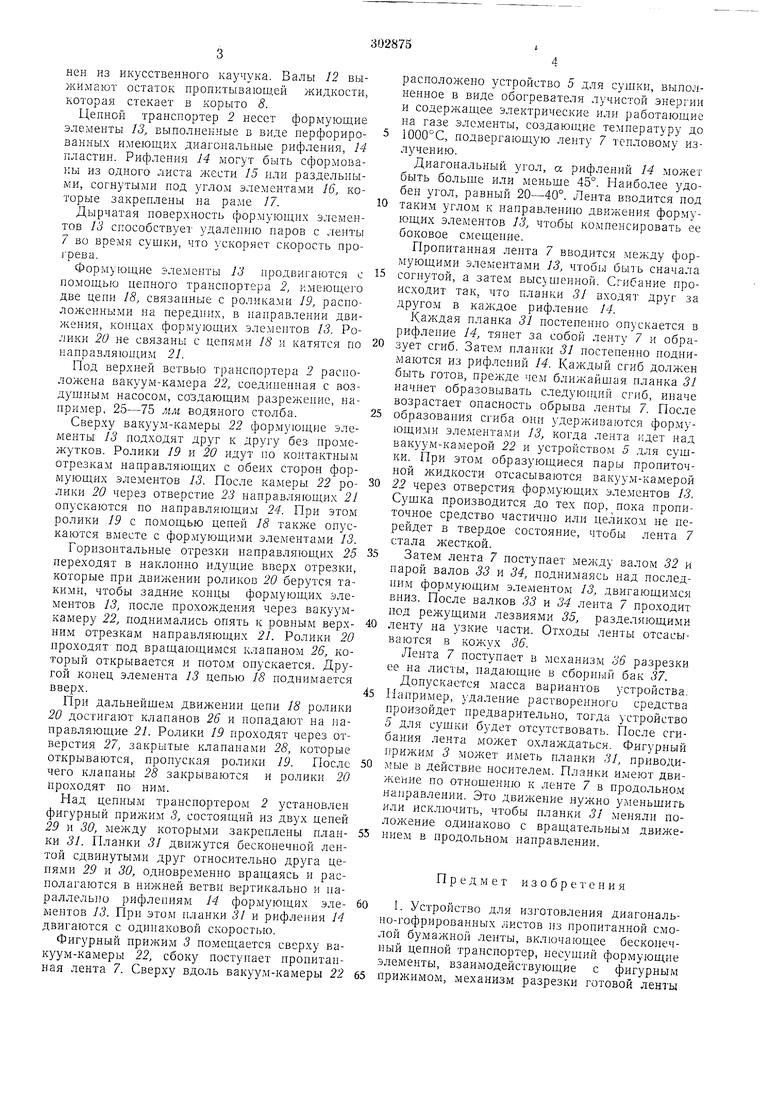
Достигается это тем, что формующие элементы выполнены с укрепленными на транспортере перфорированными, имеющими диагональные рифления пластинами, под которыми расположена вакуум-камера, а над верхней ветвью транспортера установлен обогреватель с источником лучистой энергии, причем фигурный прижим выполнен в виде приводного барабана с продольными планками, установленного над транспортером перед обогревателем.
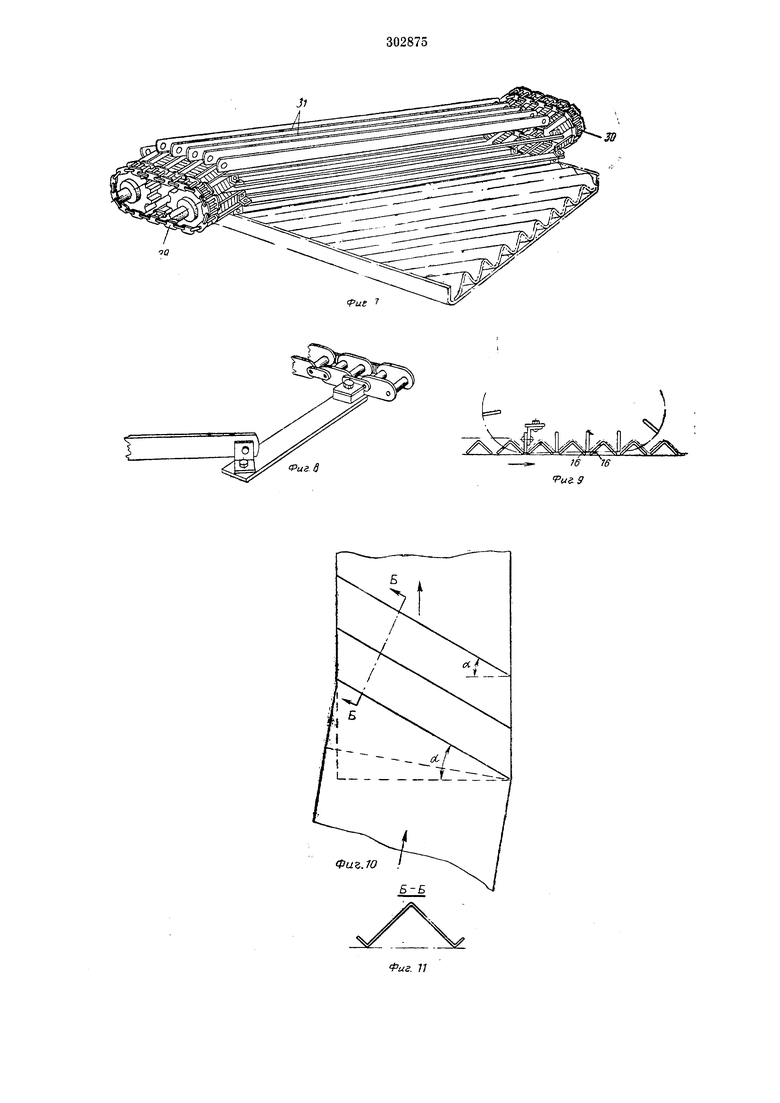
печи нагрева; на фиг. 3 - формующие элементы с бесконечным транспортером; на фиг. 4-6 части формуюн1их элементов; на фиг. 7 - фигурный прижим, взаимодействующий с формующим элементом; на фиг. 8 - часть фигурного прижима; на фиг. 9 - принцип действия прижима; на фиг. 10 - направлепие двил-:ения до и после формирования сгибов; на фиг. 11 - разрез по Б-Б на
фиг. 10.
Устройство состоит из пропитывающего механизма , бесконечного цепного транспортера 2, фигурного прижима 3, механизма 4 разрезки готовой ленты на листы, и устройства 5
для сущки.
От ролика 6 с асбестовой бумагой разматывают ленту 7 и вводят в пропитывающий механизм 1, который имеет корыто 8 с пропитывающей жидкостью, например растворимой в
воде меламиновой смолой.
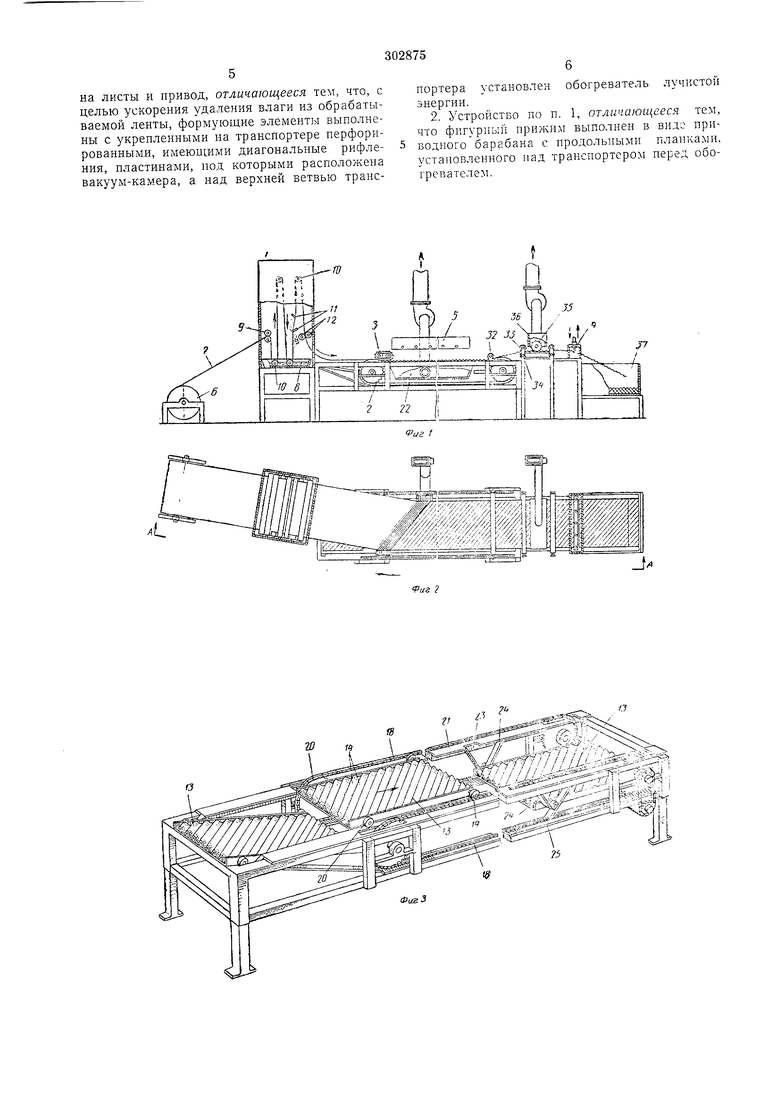
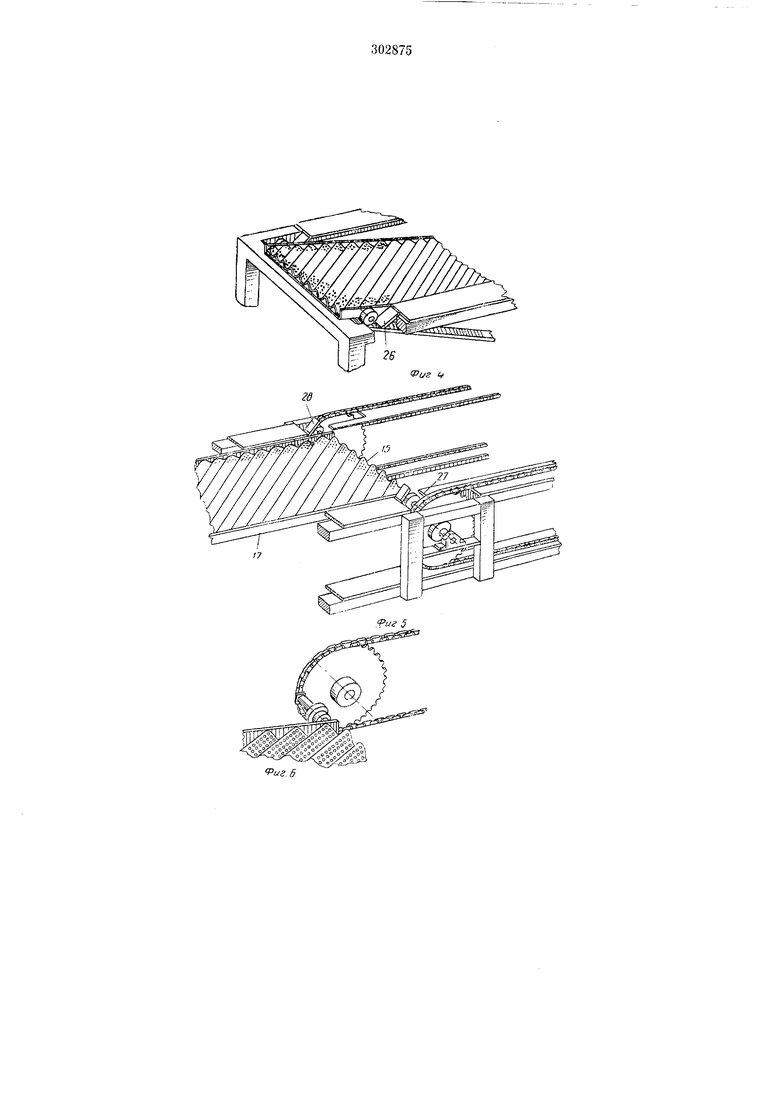
Лента 7 проходит между ведущими 9 и поворотными 10 роликами. На ленту 7 действуют стирающие полосы //, устраняя остаток лсидкости. Затем лента 7 проходит между уинен из икусственного каучука. Валы 12 выжимают остаток пропитывающей жидкости, которая стекает в корыто 8. Цепной транспортер 2 несет формующие элементы 13, выполненные в виде перфорированных имеющих диагональные риф.тения, 14 пластин. Рифления 14 могут быть сформованы из одного листа жести 15 или раздельными, согнутыми под углом элементами 16, которые закреплены на раме 17. Дырчатая поверхность формующих элементов 13 способствует удалению паров с ленты 7 во время сушки, что ускоряет скорость проj-рева. Формующие элементы 13 продвигаются с помощью цепного транспортера 2, имеюп е1-о две цепи 18, связанные с роликами 19, расположенными на передних, в нанравлении движения, концах формующих элементов 13. Ролики 20 не связаны с цепями /6 и катятся по направляющим 21. Под верхней ветвью транспортера 2 расположена вакуум-камера 22, соединенная с воздушным насосом, создающим разрежение, папример, 25-75 мм водяного столба. Сверху вакуум-камеры 22 формующие элементы 13 подходят друг к другу без- промежутков. Ролики 19 и 20 идут по контактным отрезкам направляющих с обеих сторон формующих элементов 13. После камеры 22 ролики 20 через отверстие 23 направляющих 21 опускаются по направляющим 24. При этом ролики 19 с помощью цепей J8 также опускаются вместе с форл1ующими элементами 13. Горизонтальные отрезки направляющих 25 переходят в наклонно идущие вверх отрезки, которые при движении роликов 20 берутся такими, чтобы задние концы формующих элементов 13, после прохождения через вакуумкамеру 22, поднимались опять к ровным верхним отрезкам направляющих 2J. Ролики 20 проходят под вращающимся клапаном 26, который открывается и потом опускается. Другой конец элемента 75 цепью 18 поднимается При дальнейшем движении цепи 18 ролики 20 достигают клапанов 26 и попадают на паправляющие 21. Ролики 19 проходят через отверстия 27, закрытые клапанами 28, которые открываются, пропуская ролики 19. После чего клапаны 28 закрываются и ролики 20 проходят по ним. Над цепным транспортером 2 установлен фигурный прижим 3, состоящий из двух цепей 29 и 30, между которыми закреплены планки 31. Планки 31 движутся бесконечной лентой сдвинутыми друг относительно друга цепями 29 и 30, одновременно вращаясь и располагаются в нижней ветви вертикально и параллельно рифлениям М формующих элементов 13. При этом планки 3 и рифления двигаются с одинаковой скоростьЕо. расположено устройство 5 для сушки, выполненное в виде обогревателя лучистой энергии и содержащее электрические или работающие па газе элементы, создаюн;,ие темнературу до , подвергающую ленту 7 тепловому излучению. Диагональный угол, а рифлений 14 может быть больще или меньше 45°. Наиболее удобен угол, равный 20-40°. Лента вводится под таким углом к направлению движения формующих элементов 13, чтобы ко.мненсировать ее боковое смещение. Пропитанная лепта 7 вводится между формующими элементами 13, чтобы быть сначала согиутой, а затем высущенпой. Сгибание происходит так, что планки 31 входят друг за другом в каждое рифление J4. Каждая планка 31 постепенно опускается в рифлеиие 14, тянет за собой ленту 7 и образует сгиб. Затем планки 31 постепенно поднимаются из рифлений 14. Каладый сгиб должен быть готов, прежде че. ближайщая планка 31 начнет образовывать следуюн ий сгиб, иначе возрастает опасность обрыва ленты 7. После образования сгиба они удерживаются формуЮЩИ.Л1И элементами 13, когда лента идет над вакуум-камерой 22 и устройством 5 для сушки. При этом образующиеся пары пропиточной жидкости отсасываются вакуум-камерой 22 через отверстия формующих элементов 13. Сущка производится до тех пор, пока пропиточное средство частично или целиком не иерейдет в твердое состояние, чтобы лепта 7 стала жесткой. Затем лента 7 поступает между валом 32 и парой валов 33 и 34, поднимаясь над последним формующим элементом J3, двигающимся вниз. После валков 33 и 34 лента 7 проходит под рел ущими лезвиями 35, разделяющими ленту ца узкие части. Отходы ленты отсасываются в кожух 36. Дейта 7 поступает в механизм 36 разрезки ее на листы, падающие в сборный бак 37. Допускается масса вариантов устройства. Например, удаление растворенного средства произойдет предварительно, тогда устройство 5 для сущки бздет отсутствовать. После сгибания лента может охлаждаться. Фигурный прижим 3 может иметь планки 31, приводимые в действие носителем. Планки имеют движение по отнощению к ленте 7 в продольном направлении. Это нужно уменьшить или исключить, чтобы планки 5/ меняли положение одинаково с вращательным двил ением в продольном направлении. Предмет изобретения I. Устройство для изготовления диагонально-гофрированных листов нз пропитанной смолой бумажной ленты, включающее бесконечный цепной транспортер, несущий формующие элементы, взаимодействующие с фигурным прижимом, механизм разрезки готовой ленты на листы и привод, отличающееся тем, что, с целью ускорения удаления влаги из обрабатываемой ленты, формующие элементы выполневаемой ленты, формующие элементы выполне ны с укрепленными на транспортере нерфори,,„ rmr-TTrsn-rCinCl ТТ Р Т fll П П И рованными, имеющими диагональные рифлеНИИ, пластинами, под которыми расположена вакуум-камера, а над верхней ветвью транспортера установлен обогреватель лучистой знергии. 2. Устройство по Б. 1, отличающееся тем, что фигурный прижим выполнен в виде приводного барабана с продольными планками. установленного пад транспортером перед обогревателем,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЛАГООТБИРАЮЩЕГО | 1973 |
|
SU394983A1 |
| Аппарат для осушки воздуха | 1970 |
|
SU494859A3 |
| Способ изготовления гофрированного изделия | 1974 |
|
SU656484A3 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Аппарат для маркировки трубок и аналогичных изделий | 1953 |
|
SU100272A1 |
| РОТАЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕТРАДЕЙ | 1934 |
|
SU58279A1 |
| САМОНАКЛАД | 1991 |
|
RU2057054C1 |
| СПОСОБ УПАКОВЫВАНИЯ РУЛОНОВ МЕДИЦИНСКОЙ ВАТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027647C1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
| Машина для отделения листьев махорки от стебля | 1960 |
|
SU135804A1 |
.6
naS
Раг.З
