Предлагаемое изобретение относится к области дуговой сварки толстолистовых конструкций из алюминия и его сплавов.
Наряду с распространеннрлм способом сварки алюлгииия переменным током известен также способ дуговой сварки алюминия постоянным током иря.мой полярности в защитных газах аргона и гелия. Особенностью процесса является короткая дуга, иозволяюш;ая удалять с поверхности свариваемого металла окисную пленку.
Недостатком известного способа сварки постоянным током прямой иоляриости является строгая зависи.мость интенсивности разрушения окисной пленки алюминия, определяющая качество сварного соединения, от длины дуги. Устаповлеио, что разрушение окисной пленки на повер.хности свариваемого изделия - анода- происходит под воздействием катодного факела свароч;ной дуги. При увеличении толщины свар-иваемого металла увеличивается объе.м расплавленного металла и длина дугового промежутка. Недостаточиая иитеисивность разрушения окисиой пленки при этом огра-нинивает толщину свариваемого металла.
С целью увеличения толщины свариваемого матер1иала, повышения производительности процесса и улучшения очистки сварочной ванны, через осевое отверстие, предусмотренное в неплавящемся электроде, вдувается тонкой
струей.инертный газ в направлении сварочной ванны.
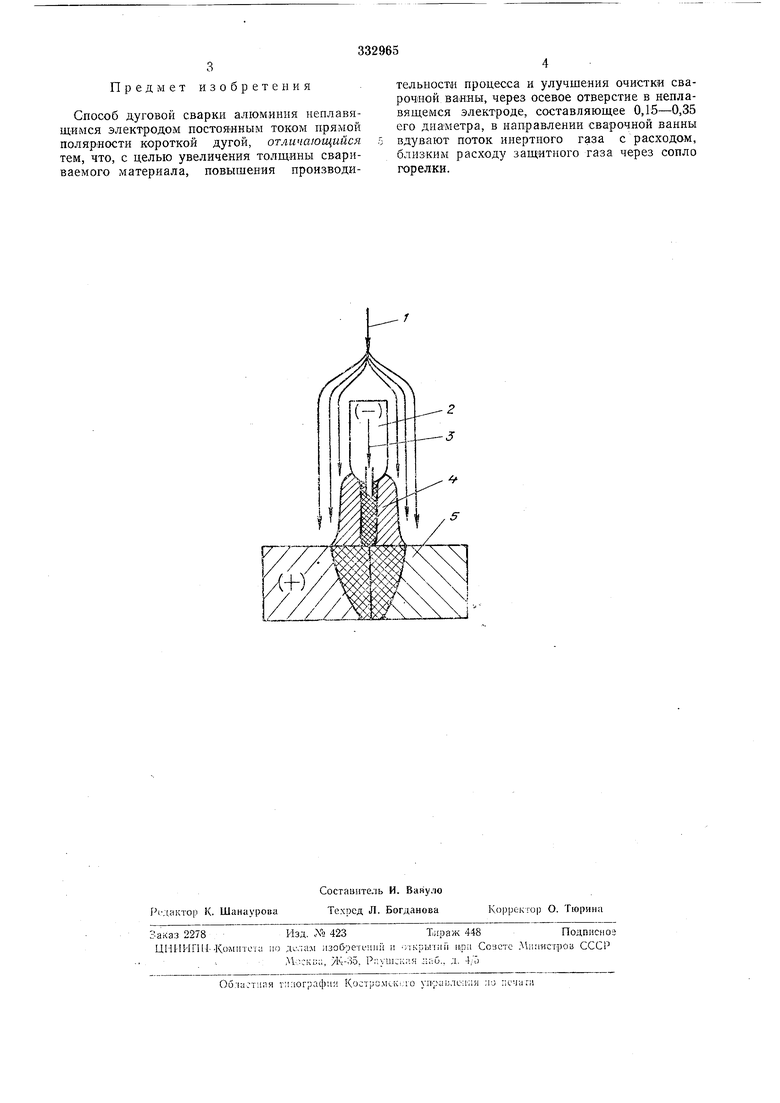
На чертеже иредставлеиа предлагаемая схема сварки.
В зону сварки иодается ноток защитного газа / и отдельно через капиллярное отверстие в неплавящемся электроде 2 направляется поток газа 3, имеющий строгую направленность. Изменяя диаметр отверстия в электроде, можно регулировать интенсивность потока 3. Дуговой разряд 4 возбуждается между электродом 2 и -изделием 5.
Используя мощный дополнительный поток газа при сварке алюминиевых сплавов неплавящимся электродом постоянным током прямой полярности, можно обеспечить большую глубину проплавления и достаточно хорошее разрушение окислов при изменении длины дуги. Металл шва плотный, без посторонних
включений и пор. Формирование шва хорошее, окисная иленка отсутствует.
Предлагаемый способ был опробован при сварке сплава алюминия толщиной 20 мм без зазора в стыке и разделки кромок. Сварка
производилась от выпрямителя иа режиме / 30 в, L4 9 о, /д 400-500 а, 1/с„ 10- 15 м/час, расход защитного газа Q 3- 5 л/мин, расход газа Q через отверстие в электроде Qo 5-7 л1мин, электрод диамет3Предмет изобретения
Способ дуговой сварки алюминия неплавящимся электродом постоянным током прямой полярности короткой дугой, отличающийся тем, что, с целью увеличения толщины свариваемого материала, повышения производительности процесса и улучщения очистки сварочной ванны, через осевое отверстие в неплавящемся электроде, составляющее 0,15-0,35 его диаметра, в направлении сварочной ванны вдувают поток инертного газа с расходом, близким расходу защитного газа через сопло горелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |