Изобретение относится к электродуговой сварке и наплавке,касается технологии заварки кратеров проволочными электродами и может быть использовано при наплавке и сварке под флюсом и в среде защитных газов в атомно-энзргетическом, тяжелом, транспортном, химическом и других отраслях машиностроения.
Известен способ заварки кратера дополнительным электродом, при котором уменьшают ток на основных электродах до нуля и одновременно на расстоянии, равном 0,8-1,2 длины кратерной зоны от основных дуг, подают дополнительный электрод, перемещая его в сторону перемещения сварки с меньшей в 2-3 раза скоростью, чем скорость перемещения основных электродов.
Недостатком способа является низкое качество наплавленного валика из-за нарушения геометрии конечного участка ввиду того, что дополнительный электрод вводят
на расстоянии 1.2 (максимальный предел) длины кратерной зоны от основных электродов, т.е. за пределами кратерной зоны. При этом увеличивается высота наплавки, ширина валика и краевой угол. Способ неосуществим при сварке и наплавке под флюсом, так как шлаковая корка затрудняет контакт дополнительного электрода с наплавленным металлом и вызывает зашлаковку.
Резкое прекращение подачи сварочного тока на дополнительный электрод, который, по сути, становится на конечной стадии заварки кратера основным, способствует образованию рыхлот.
В способе нет зависимости между диаметром и скоростью подачи дополнительного электрода, с одной стороны, и скоростью заварки кратера, с другой, что затрудняет выбор режима заварки кратера и может вызвать образование наплывов или недостаточное заплавление кратерной зоны.
сл
С
4 СО
СЛ 0 00
Установка механизма подачи дополнительного электрода, системы перемещения, управления, кассеты для проволоки и т.д. усложняет сварочную головку и ее обслуживание.
Наиболее близким к предлагаемому изобретению является способ заварки кратера при электродуговой сварке под флюсом, при котором на основном электроде уменьшают сварочный ток до минимально возможной величины, прекращают подачу дополнительного электрода, выдерживают паузу в течение 1-3 с, затем увеличивают ток на электроде до рабочего значения и одновременно подают присадочный материал в течение 1-5 с с рабочей скоростью, после чего процесс останавливают.
Недостатком известного способа является низкое качество наплавленного металла из-за образования в кратерной зоне ликвационных рыхлот. шлаковых включений и неполного заполнения ее до уровня основного валика. При реализации известного способа сварки или наплавки присутствует высокая скорость кристаллизации жидкого металла ванны кратерной зоны в сравнении со скоростью кристаллизации в процессе наплавки вследствие понижения его температуры из-за мгновенного уменьшения величины вводимой тепловой энергии (величины сварочного тока), а дальнейшее увеличение ее (увеличение сварочного тока) расходуется преимущественно на плавление присадочного материала, что приводит к образованию кратерных рыхлот и застреванию большого количества шлаковых включений а также увеличению краевого угла валика в кратерной зоне. Не всегда обеспечивается заполнение кратерной зоны из-за сложной количественной дозировки присадочного материала при различных режимах наплавки различными диаметрами основного электрода и присадочного материала. Кроме того, вызывает сложности практическая реализация способа заварки кратера из-за необходимости создания специальных устройств, обеспечивающих изменение сварочного тока по определенным временно-количественным параметрам, а также скорости подачи основного электрода и присадочного материала.
Целью изобретения является повышение качества конечного участка сварного шва при двухдуговой сварке и наплавке за счет исключения рыхлот, шлаковых включений и западаний кратерной зоны ниже поверхности валика, а также уменьшения краевого угла этого участка.
Для достижения поставленной цели в способе двухдуговой сварки и наплавки во
время сварочного процесса первый по ходу сварки электрод подключают к тому же полюсу, что и изделие, а после остановки источника тепла подают его со скоростью, составляющей от 1,2 до 1,8 рабочей скорости подачи электрода и выдерживают эту скорость в течение времени t (0,6- 2,0)
- (с), где кр - длина кратера, мм; VH - скоVH
рость наплавки, м/ч, после чего процесс останавливают.
Повышение качества конечного участка шва осуществляется за счет исключения рыхлот, шлаковых включений и западаний
кратерного участка вследствие уменьшения скорости кристаллизации, дополнительного прогрева жидкой металлической ванны кратера в момент кристаллизации и равномерного его заполнения. Это достигается тем,
что в предлагаемом способе сварки и наплавки, кроме прямой дуги основным электродом и основным металлом, горит косвенная дуга между основным и первым по ходу сварки электродами, а после остановки сварочной головки скорость подачи первого по ходу сварки электрода увеличивается. Увеличение скорости подачи первого по ходу сварки электрода при остановке сварочной головки способствует перераспределению тепловложения сварочных дуг (прямой и косвенной) в жидкую металлическую ванну кратерной зоны. Увеличение скорости подачи первого по ходу сварки и наплавки электрода способствует увеличению тока косвенной дуги и уменьшению тока прямой дуги, что приводит к уменьшению тепловложения в основной металл, перегреву жидкой металлической ванны, понижению прямого воздействия дуги на
кристаллизующийся металл кратерной зоны. Все это способствует постепенному уменьшению скорости кристаллизации, укрупнению частиц жидкого шлака кратерной зоны и последующему всплытию на поверхность ванны жидкого металла и перехода в шлак. Это позволяет исключить в кратерном участке валика кагие-либо рыхлоты и шлаковые включения, трещины. Кроме того, прогрев кратерного участка валика косвенной
дуги способствует уменьшению краевого угла валика, что при последующем наложении валиков исключает вероятность образования шлаковых включений в зоне сплавления. Все это позволяет получить хорошее
качество наплавленной поверхности.
Понижение скорости подачи первой по ходу сварки проволоки (дополнительной проволоки) менее 1,2 vn.nHOM приводит к преимущественному горению основной дуги, т.е. между основной проволокой и наплавленным металлом, что не позволяет равномерно уменьшить ввод тепла в кра- терную зону, а следовательно, исключает возможность кристаллизации кратерной зо- ны до отключения подачи проволок. Последующее одновременное отключение подачи основной и дополнительной проволок приводит к образованию кристаллизации жидкого металла кратерной зоны валика.
При повышении скорости подачи дополнительной проволоки более 1,8 vn.n.HOM дуга горит преимущественно между основным и дополнительным электродами и практически отсутствует основная дуга. Однако из-за большой скорости подачи дополнительной проволоки косвенная дуга горит в непосредственной близости от жидкой металлической ванны в кратерной зоне, что способствует такому же перегреву жидкого металла, как и при горении основной дуги между основным электродом и металлом. Это приводит при последующем одновременном отключении подачи основного электрода и первого по ходу сварки к быстрой скорости кристаллизации жидкого металла, а следовательно, к образованию шлаковых включений, рыхлот, трещин. Кроме того, большая скорость плавления дополнительного электрода приводит к значительному увеличению высоты краевого угла валика кратерной зоны, что приводит к зашлаковке в основании валика и необходимости удаления усиления. Все это не обеспечивает качества кратерной зоны и снижает произ- водительность процесса.
В то же время при подаче дополнительной проволоки в течение менее 0,6 - с,
VH
происходит недостаточный прогрев жидкой металлической ванны в кратерной зоне, что способствует, при последующем кристаллизации, появлению шлаковых включений, трещин. Кроме того, в этом случае кратер- ная зона успевает полностью заполниться жидким металлом, т.е. высота кратерной зоны будет меньше высоты валика Это нарушает качество наплавленного валика и изделия в целом.
Превышение времени подачи первого по ходу сварки и наплавки электрода после остановки сварочной головки более 2,0
IKD
-- с приводит к повышению высоты кратерVH
ной зоны валика, увеличению краевого угла его поверхности, что способствует образованию зашлаковок в зоне сплавления двух валиков. Все это требует дополнительных затрат на выравнивание поверхности и ис5 10
1520 253035
40
15
50
55правления дефектов, что нарушает качество наплавленного металла и в конечном счете изделия.
Максимальный эффект при использовании предлагаемого способа двухдуговой сварки и наплавки обеспечивается в случае, когда при выбранной минимальной скорости подачи дополнительной проволоки устанавливают максимальную выдержку и при максимальном значении скорости подачи дополнительно проволоки выбирают минимальное время ее подачи.
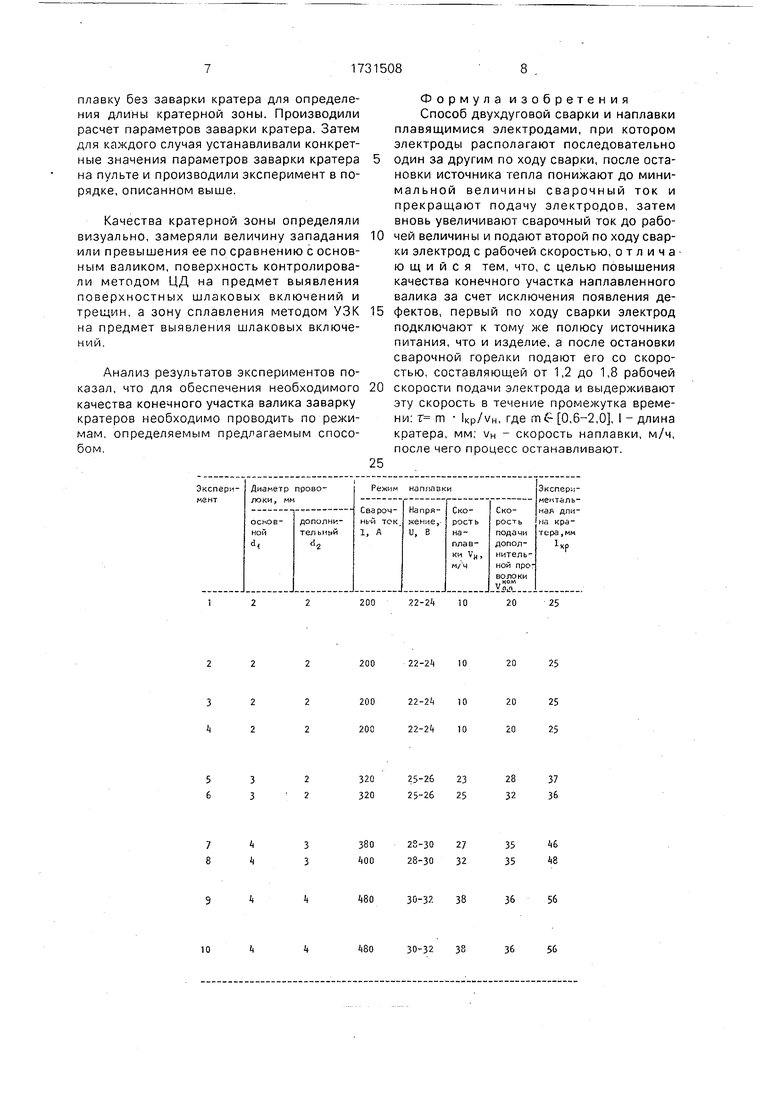
На фиг. 1 показана схема, иллюстрирующая способ двухдуговой сварки под флюсом; на фиг. 2 - диаграмма изменения величины сварочного тока, скорости наплавки, а также скорости подачи основной и дополнительной проволоки.
Основную проволоку 1 со скоростью vo.n. и присадочную 2 со скоростью vfi.n. подают в зону заварки кратера 3 длиной 1Кр, который образуется при наплавке валика и на основной металл 5. Заварка кратера происходит в защитной среде, образуемого жидким шлаком 6 и флюсом 7.
Заварку кратеров осуществляют следующим образом.
Предварительно при заданных диаметрах основного электрода и присадочного металла, величине тока, напряжения, скорости наплавки и других параметрах, определенных технологическим процессом, производят экспериментальные наплавки с целью определения при выбранных параметрах процесса длину жидкой металлической ванны, т.е. длину кратерной зоны, образующей при кристаллизации металла без заварки кратера. Затем выбирают величину скорости подачи дополнительной проволоки и рассчитывают время заварки кратера. Устанавливают выбранные параметры на пульте управления. В момент окончания наплавки отключается перемещение наплавочной головки и одновременно включается система автоматической заварки кратера. Происходит заварка кратера.
Опробование способа двухдуговой наплавки осуществляли на лабораторной установке с использованием основного металла марки Ст. 3 в виде пластин размером 300x200x40 мм. основной и дополнительной проволок марки Св 07Х25Н13 и флюса ОФ-10.
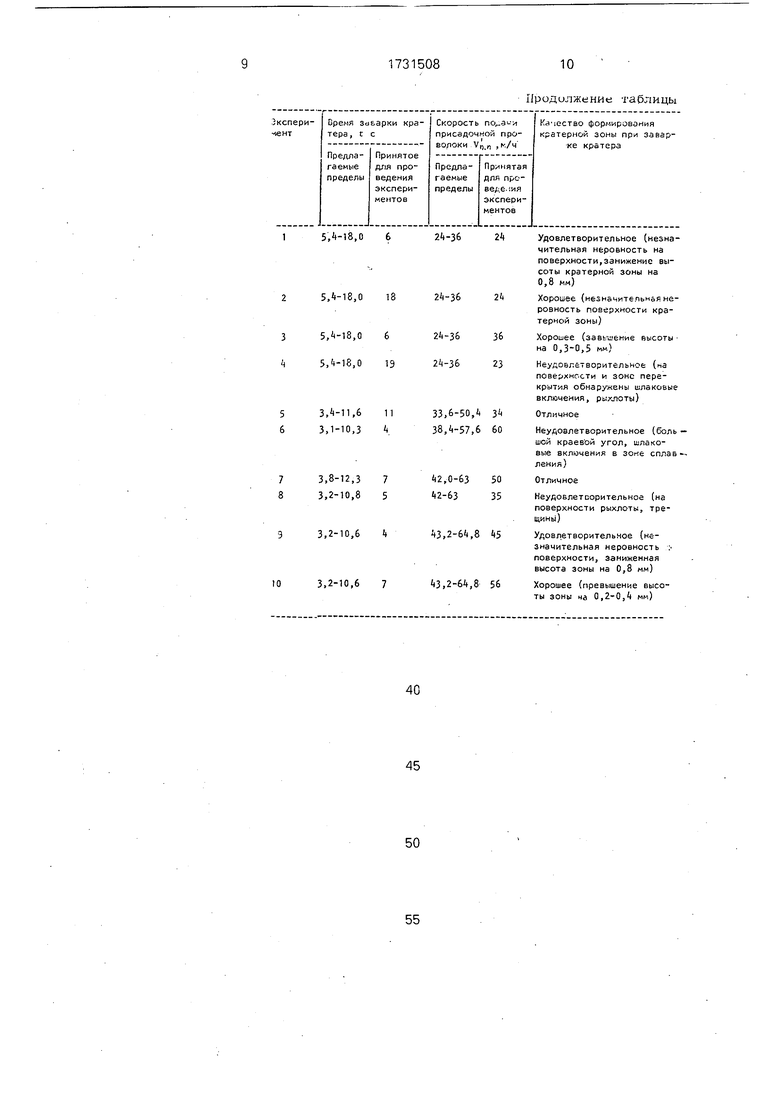
Сочетание диаметров основной и дополнительной проволок, а также параметры режима указаны в таблице.
По выбранным основным параметрам наплавки для каждого случая проводили наплавку без заварки кратера для определения длины кратерной зоны. Производили расчет параметров заварки кратера. Затем для каждого случая устанавливали конкретные значения параметров заварки кратера на пульте и производили эксперимент в порядке, описанном выше.
Качества кратерной зоны определяли визуально, замеряли величину западания или превышения ее по сравнению с основным валиком, поверхность контролировали методом ЦД на предмет выявления поверхностных шлаковых включений и трещин, а зону сплавления методом УЗК на предмет выявления шлаковых включений.
Анализ результатов экспериментов показал, что для обеспечения необходимого качества конечного участка валика заварку кратеров необходимо проводить по режимам, определяемым предлагаемым способом,
Формула изобретения Способ двухдуговой сварки и наплавки плавящимися электродами, при котором электроды располагают последовательно
один за другим по ходу сварки, после остановки источника тепла понижают до мини- мальной величины сварочный ток и прекращают подачу электродов, затем вновь увеличивают сварочный ток до рабочей величины и подают второй по ходу сварки электрод с рабочей скоростью, о т л и ч а ю щ и и с я тем, что, с целью повышения качества конечного участка наплавленного валика за счет исключения появления дефектов, первый по ходу сварки электрод подключают к тому же полюсу источника питания, что и изделие, а после остановки сварочной горелки подают его со скоростью, составляющей от 1,2 до 1,8 рабочей
скорости подачи электрода и выдерживают эту скорость в течение промежутка времени: т m IKP/VH, где m ( 0,6-2,0, I - длина кратера, мм; VH - скорость наплавки, м/ч, после чего процесс останавливают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1743757A1 |
| Способ двухдуговой наплавки | 1989 |
|
SU1660885A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 2008 |
|
RU2384383C1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| Способ дуговой сварки под флюсом | 1986 |
|
SU1389962A1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
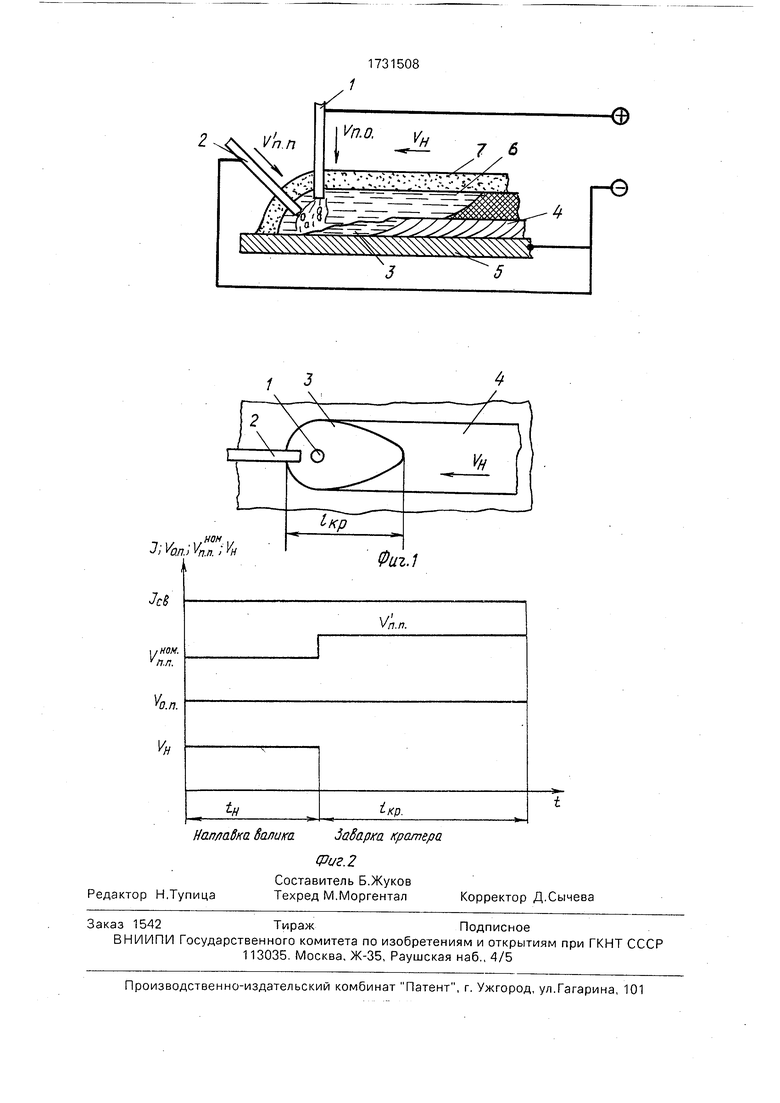
Использование: машиностроение, заварка кратера при сварке под флюсом, Сварку под флюсом ведут двумя последовательно расположенными по ходу сварки электродами. Первый по ходу сварки электрод подключен к тому же полюсу источника питания, что и изделие. После остановки первый по ходу электрод подают со скоростью, составляющей от 1,2 до 1.8 рабочей скорости подачи электрода. Эту скорость выдерживают в течение промежутка времени: IKP/VH, где .6-2,0, 1Кр-длина кратера: VH - скорость наплавки. Процесс останавливают. 2 ил., 1 табл.
32220022-24 102025
42220022-24 102025
10
22-24
10
20
25
200
22-2410
2025
25-26 25-26
23 25
28 32
37 36
2S-30 28-30
27 32
35 35
46 48
480
30-32 38
36
56
480
30-32
3656
15,4-18,06
25,4-18,018
35,4-18,06
45,.-IS,019
53,4-11,6 11
63,1-10,3 4
73,8-12,37
83,2-10,85
Э3,2-10,64
103,2-10,67
Продолжение таблицы
Удовлетворительное (незначительная неровность на поверхности,занижение высоты кратерной зоны на 0,8 мм)
Хорошее (незначитепьноРнеровность поверхности кратерной зоны)
Хорошее (зэвь.ение высоты на 0,3-0,5 мм)
Неудовлетворительное (па поверхности и зоне перекрытая обнаружены злаковые включения, рьхлоты)
Отличное
Неудовлетворительное (боль - шои краевой угол, и.лако- вые включения в зог-е сплавления)
Отличное
Неудовлетворительное (на поверхности рыхлоты, трещины)
Удовлетворительное (незначительная неровность поверхности, заниженная высота зоны на 0,8 мм)
Хорошее (превышение высоты зоны на 0,2-0,4 мм)
| Способ заварки кратера при электродуговой сварке | 1973 |
|
SU485839A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
