Изобретение относится к технологии изготовления бесшовных горячекатаных труб, а именно к прокатке труб на косовалковых станах с последующим волочением.
Известен способ косой прокатки труб, включающий непрерывный процесс валковой деформации заготовки на неподвижной в осевом направлении ступенчатой оправке и последующего волочения.
Для увеличения степени обжатия в одной клети предлагается способ, по которому зону валковой деформации разделяют на несколько рабочих участков и между ними осуществляют безоправочное волочение. Это позволяет уменьщить наружный диаметр трубы с со ранением толщины или с одновременеым утопением стенки.
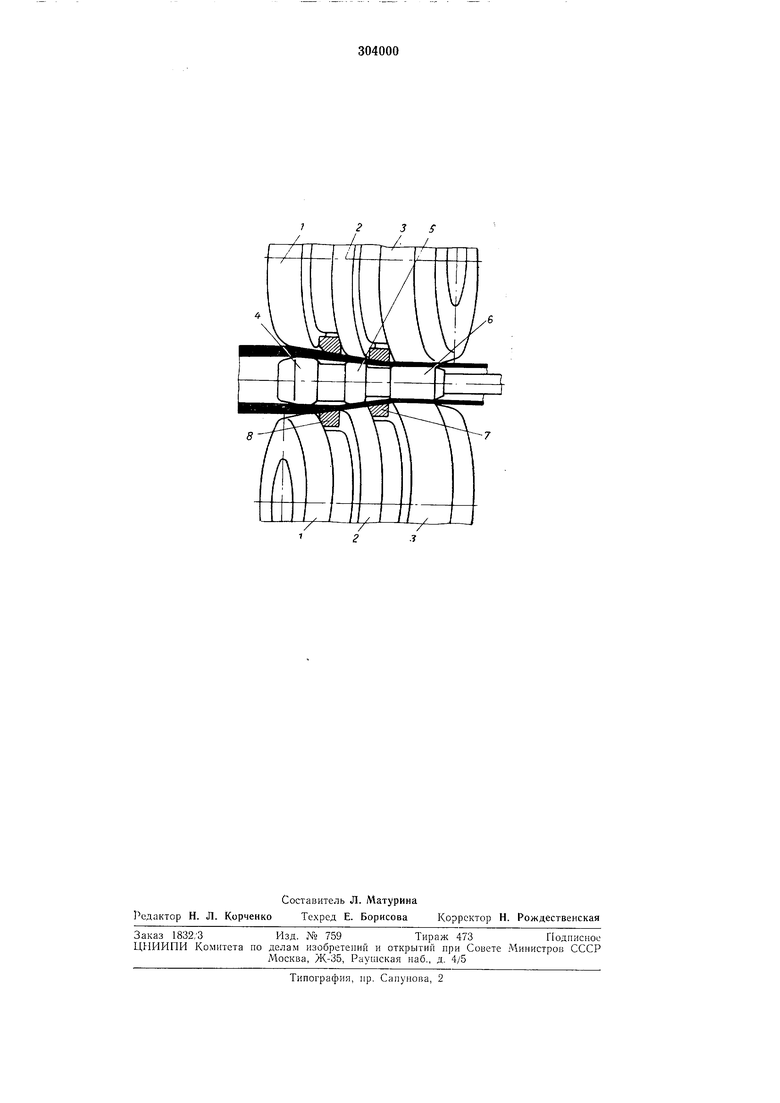
На чертеже показана схема прокатки для пояснения описываемого способа.
На чертеже даны следующие обозначения: валки, создающие зоиу валковой деформации, которая разделена на несколько, например на три рабочих участка 1-3; ступени 4-6 неподвижной в осевом направлении оправки и волочильные фильеры 7 и S, размещенные между рабочими участками.
Способ заключается в последовательной деформации заготовки первым рабочим участком / бочкообразных приводных валков на ступени 4 оправки, которые, придавая заготовке вращательно-поступательное перемещение, проталкивают ее через фильеру 8. Выходящая из фильеры заготовка деформируется вторым рабочим участком 2 валков на ступени 5 оправки и проталкивается через фильеру 7 к третьему участку 3 валков, где обжимается на ступени 6 оправки и выходит из клети стана.
Процесс деформации вращающейся трубы в фильере осуществляется без посадки металла заготовки на оправку, однако наличие оправки в очаге деформации до и после фильер способствует сохранению устойчивости сечения изделия при волочении. Процесс проходит с малой величиной овализации и позволяет достичь в одной косовалковой клети уменьшения наружного диаметра, свойственного редукционным станам.
Предмет изобретения
Способ косой прокатки труб, включающий иепрерывиый ироцесс валковой деформации заготовки на неподвижной в осевом направлении ступенчатой оправке и последующего волочения, отличающийся тем, что, с целью увеличения степени обжатия в одной клети, зону валковой деформации разделяют на несколько рабочих участков и между ними осуществляют безоправочное волочение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ, НАРУЖНЫЙ ДИАМЕТР КОТОРЫХ НЕ ПРЕВЫШАЕТ 170 ММ | 1990 |
|
RU2036031C1 |
| Технологический инструмент для продольной прокатки труб | 1983 |
|
SU1110507A1 |
| Способ производства особо тонкостенных труб | 1976 |
|
SU614867A1 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
| Технологический инструмент для продольной прокатки труб | 1976 |
|
SU586936A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Технологический инструмент прошивного трубопрокатного стана | 1975 |
|
SU522867A1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| Способ изготовления бесшовных труб | 1990 |
|
SU1838011A3 |
| Способ холодной прокатки труб | 1977 |
|
SU863025A1 |